
May 22, 2026
Understanding Real-Time Mineral Classification in Modern Mining Operations
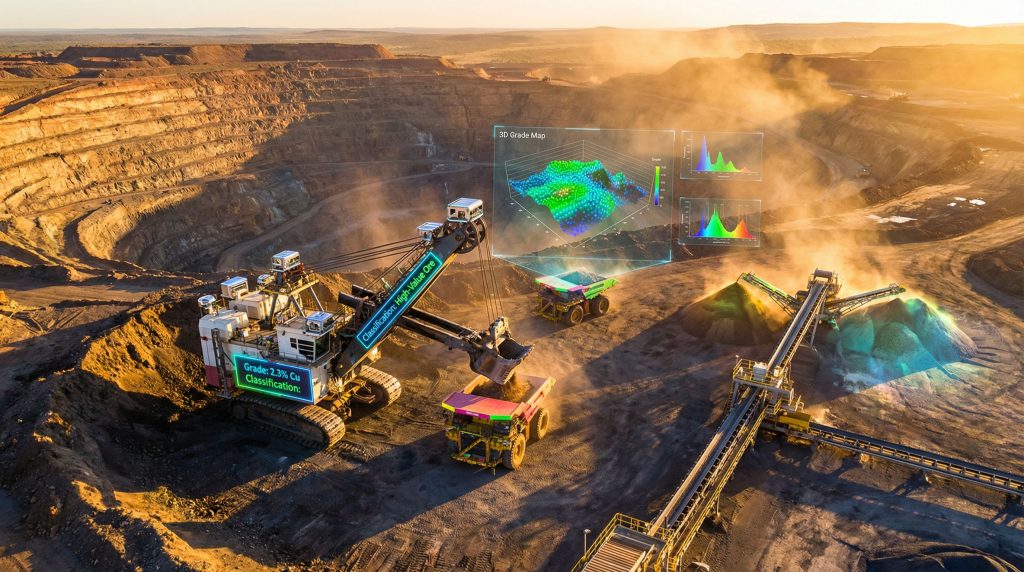
The evolution of mining industry innovation has reached a critical juncture where ore-sorting at the mine face enables precision extraction capabilities that can fundamentally transform operational economics and resource utilisation. Advanced sensor systems now enable instantaneous material assessment at the point of extraction, representing a significant departure from traditional block-model mining approaches.
When big ASX news breaks, our subscribers know first
The Science Behind Mine-Face Ore Classification Systems
Modern ore-sorting at the mine face relies on sophisticated spectroscopic technologies that analyse material composition within seconds of excavation. These systems integrate multiple detection methods to create comprehensive material profiles, enabling operators to make immediate routing decisions based on real-time quality assessments.
Spectroscopic Detection Technologies
X-ray Fluorescence (XRF) Analysis:
- Provides elemental composition data through characteristic X-ray emission patterns
- Effective detection range for elements from sodium to uranium
- Processing speeds of 200-500 measurements per minute during normal loading cycles
- Particularly effective for copper, gold, and base metal identification
Near-Infrared Spectroscopy (NIR):
- Analyses molecular bond structures in mineral matrices
- Excellent performance with clay minerals and industrial applications
- Penetration depths of 1-2 centimetres for surface characterisation
- Critical for coal quality assessment and gangue mineral identification
Laser-Induced Breakdown Spectroscopy (LIBS):
- Atomic emission analysis through plasma generation
- Multi-element detection capabilities with sub-second response times
- Effective for light elements including lithium, beryllium, and carbon
- Temperature-independent performance suitable for extreme mining environments
Advanced Data Processing Capabilities
Modern classification systems process hundreds of spectral measurements per loading cycle, creating detailed material maps that guide extraction decisions. Furthermore, data-driven mining operations utilise these comprehensive datasets to optimise extraction strategies:
| Processing Parameter | Performance Metric | Operational Impact |
|---|---|---|
| Analysis Speed | 0.5-2.0 seconds per bucket | No operational delays |
| Spatial Resolution | 5-10cm measurement points | Granular grade mapping |
| Detection Accuracy | 95-98% correct classification | Reduced material misallocation |
| Throughput Capacity | 1,000-3,000 tonnes/hour | High-volume operation compatibility |
Operational Advantages of Mine-Face Classification
Immediate Extraction Optimisation
Real-time classification eliminates the fundamental limitations of block-model mining, where large volumes of material receive uniform classification despite internal heterogeneity. Traditional mining blocks typically encompass 10,000 to 50,000 tonnes classified as either ore or waste, missing significant internal grade variations.
Dilution Control Benefits:
- Prevention of waste rock contamination in ore streams
- Identification of high-grade zones within designated waste areas
- Selective extraction of mineralised veins and structures
- Dynamic adjustment to geological complexity variations
Recovery Enhancement Mechanisms:
- Recognition of previously misclassified valuable material
- Targeting of transitional zones between ore and waste
- Optimisation of cut-off grade management through understanding of mineral deposit tiers
- Reduction of ore loss through precise boundary definition
Processing Plant Performance Improvements
Enhanced feed quality from mine-face classification delivers measurable improvements across downstream operations. Consequently, ore sorting technology has become increasingly vital for operational efficiency:
Mill Feed Optimisation:
- 5-15% improvement in average feed grades reported across implementations
- Reduced variability in ore characteristics enables consistent plant performance
- Lower grinding energy requirements per unit of metal produced
- Enhanced flotation and leaching efficiency through improved ore predictability
Cost Structure Benefits:
- 10-25% reduction in waste haulage volumes
- Decreased crushing and grinding energy consumption
- Optimised reagent usage through consistent ore quality
- Reduced tailings storage facility requirements
Technology Integration and Implementation Strategies
Sensor Platform Configuration
Successful mine-face classification requires careful integration of multiple sensor technologies matched to specific geological conditions and target minerals. Most effective implementations combine complementary detection methods to maximise classification accuracy across varying material types.
Multi-Sensor Integration Approach:
- Primary XRF systems for base metal and precious metal detection
- Secondary NIR analysis for gangue mineral identification
- Tertiary computer vision systems for texture and structure recognition
- Redundant validation through cross-referencing sensor outputs
Artificial Intelligence and Machine Learning Integration
Modern classification systems employ advanced algorithms that continuously improve performance through operational feedback. Machine learning models analyse patterns across geological formations, adapting classification criteria to local conditions. In addition, AI in mining operations enhances decision-making capabilities across multiple operational aspects.
AI Performance Enhancement Features:
- Pattern recognition algorithms for complex geological structures
- Predictive modelling for grade estimation based on spectral signatures
- Adaptive learning systems that improve accuracy over time
- Multi-sensor data fusion for comprehensive material assessment
Economic Impact and Performance Metrics
Quantified Operational Benefits
Implementation of mine-face ore-sorting at the mine face systems demonstrates consistent performance improvements across multiple operational metrics. However, advanced ore sorting solutions continue to evolve, offering even greater potential benefits:
Direct Cost Reduction:
- Haulage cost savings of 15-30% through waste elimination at source
- Processing cost optimisation of 8-20% via improved feed quality
- Equipment utilisation improvements of 10-25% through selective extraction
- Maintenance cost reductions through reduced equipment wear from processing waste
Revenue Enhancement:
- 3-8% increase in overall metal recovery rates
- Grade control improvements reducing ore loss and dilution
- Resource base expansion through economic extraction of marginal material
- Mine life extension capabilities through lower effective cut-off grades
Return on Investment Considerations
Capital investment for mine-face classification systems typically ranges from $2-5 million for major excavation equipment installations, with payback periods of 18-36 months depending on operation scale and geological complexity.
Critical success factors include:
- Geological variability assessment: Higher heterogeneity delivers greater benefits
- Operation scale: Large-volume operations achieve faster payback
- Commodity prices: Higher-value minerals justify advanced sensor investments
- Processing costs: Operations with high downstream costs see greater savings
Technical Challenges and Implementation Considerations
Environmental Durability Requirements
Mining environments present significant challenges for sensitive sensor equipment, requiring robust design and maintenance protocols. For instance, AI-enhanced exploration technologies must also withstand these harsh conditions:
Equipment Protection Systems:
- Vibration isolation for spectroscopic equipment
- Dust and moisture sealing for harsh operating conditions
- Temperature compensation for accurate measurements across climate variations
- Impact-resistant housing for excavation equipment integration
Calibration and Maintenance Protocols
Consistent classification accuracy requires regular calibration against known standards and geological validation. Effective maintenance programs include:
- Daily calibration checks using certified reference materials
- Weekly sensor cleaning and optical component inspection
- Monthly geological validation through drill core correlation
- Quarterly system optimisation based on performance data analysis
The next major ASX story will hit our subscribers first
Future Technology Developments
Emerging Detection Technologies
Next-generation mine-face classification systems will incorporate advanced sensor technologies currently in development:
Hyperspectral Imaging Systems:
- Enhanced mineral identification through expanded spectral range analysis
- Improved detection of rare earth elements and critical minerals
- Integration with artificial intelligence for automated mineral mapping
- Real-time geological modelling capabilities
Quantum Sensor Development:
- Increased sensitivity for trace element detection
- Reduced equipment size and power requirements
- Enhanced performance in electromagnetically challenging environments
- Integration potential with autonomous mining systems
Industry Adoption Trajectories
Market analysis indicates accelerating implementation across diverse mining sectors, with particular growth in:
- Large-scale copper operations seeking efficiency gains amid declining ore grades
- Precious metal mines requiring precise grade control for economic viability
- Industrial mineral operations demanding consistent product quality specifications
- Critical mineral extraction for strategic resource security
Integration with Autonomous Mining Systems
Coordination with Unmanned Equipment
Advanced classification systems increasingly integrate with autonomous mining equipment, creating comprehensive digital mining ecosystems. These integrated systems enable:
- Real-time route optimisation based on material quality assessments
- Automated equipment dispatch for selective extraction operations
- Continuous geological model updates through operational data integration
- Predictive maintenance scheduling based on equipment performance metrics
The convergence of real-time classification and autonomous operation represents the future of precision mining, where human expertise focuses on strategic decisions while automated systems execute detailed operational plans based on continuous material assessment data.
Ore-sorting at the mine face technology transforms traditional mining approaches by enabling unprecedented precision in material handling and resource utilisation. As sensor technologies advance and artificial intelligence capabilities expand, these systems will become increasingly central to sustainable, efficient mining operations that maximise resource recovery while minimising environmental impact and operational costs.
Disclaimer: This article contains analysis and projections based on industry trends and technological capabilities. Actual performance results may vary based on specific geological conditions, operational parameters, and implementation quality. Investors should conduct thorough due diligence before making investment decisions related to mining technology companies or operations.
Looking to Capitalise on Mining Technology Breakthroughs?
Discovery Alert's proprietary Discovery IQ model provides instant notifications when ASX-listed companies announce significant technological innovations and mineral discoveries, including advanced ore-sorting implementations that can transform operational economics. Start your 14-day free trial today to gain immediate access to actionable investment opportunities in the evolving mining technology sector.

