How Is XRT Technology Transforming Underground Mining Operations?
XRT (X-ray Transmission) technology represents a revolutionary advancement in underground mining operations, particularly for rock salt and potash extraction. This sensor-based technology enables miners to identify and separate valuable minerals from waste material directly underground, before transportation to the surface—fundamentally changing how mining companies approach resource extraction.
The Science Behind XRT Sorting
XRT technology operates on a remarkably precise principle: it measures the atomic density differences between minerals. When X-rays pass through material on the conveyor belt, sensors detect varying levels of X-ray absorption based on each mineral's composition, allowing the system to distinguish between potash-rich minerals and sodium salt waste.
Advanced algorithms process this sensor data in milliseconds, making split-second sorting decisions that would be impossible through traditional visual inspection methods. The system can identify individual rock particles with remarkable precision, even when they have similar visual characteristics.
One of the technology's key strengths is its adaptability. Mining engineers can adjust sorting thresholds based on specific grade requirements, market conditions, or operational needs, making it a highly flexible solution for varying ore compositions.
Key Benefits of Underground XRT Implementation
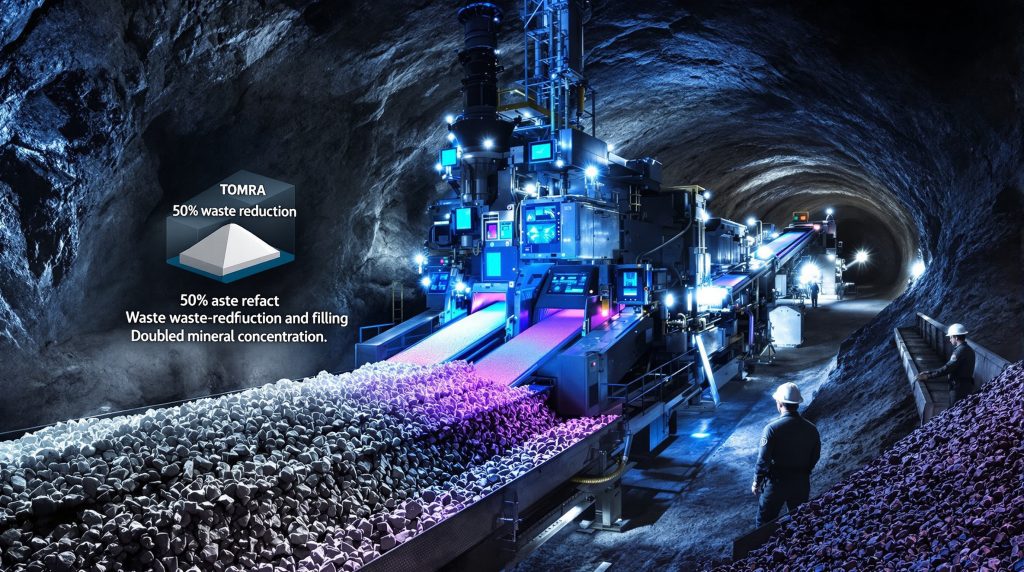
The implementation of XRT sorting technology underground delivers multiple operational advantages. Most significantly, it reduces the volume of material transported to the surface by up to 50%, addressing one of the most persistent challenges in underground engineering marvels: shaft capacity limitations.
By increasing the mineral grade of transported material—nearly doubling the concentration in some operations—companies can maintain or increase production levels without expanding existing infrastructure. This grade improvement has downstream benefits as well, making processing operations more efficient and less energy-intensive.
From an environmental perspective, underground sorting significantly minimizes waste stockpiling at the surface, reducing both the visual impact and environmental footprint of mining operations. This aligns with increasingly stringent environmental regulations and societal expectations for more sustainable mining practices.
Perhaps most importantly for long-term operations, underground sorting effectively alleviates shaft bottlenecks that often constrain production capacity, enabling more efficient use of existing infrastructure and creating pathways for future mine expansion.
What Challenges Does Underground Sorting Solve in Potash Mining?
Potash mining faces increasingly complex challenges as operations expand into deeper deposits and environmental regulations become more stringent. Underground sorting technology addresses several critical issues that traditional mining methods struggle to overcome.
Waste Management Optimization
Surface waste stockpiling represents one of the most visible environmental impacts of potash mining. Underground sorting significantly decreases surface waste accumulation by diverting low-grade material for underground backfilling rather than transporting it to the surface.
This approach helps mining companies meet increasingly stringent environmental regulations regarding land use and reclamation. By minimizing the footprint required for waste storage, operations can reduce their overall environmental impact and improve relationships with surrounding communities.
The reduction in surface disturbance also simplifies site remediation after mining, creating a more sustainable approach to resource extraction that aligns with industry movements toward more responsible mining practices. Companies implementing these technologies often find it easier to maintain their social license to operate in environmentally sensitive regions.
Infrastructure Constraints
Many established potash mines face significant infrastructure limitations, particularly in vertical transport systems. Shaft capacity frequently becomes a production bottleneck as mines expand horizontally underground while relying on original shaft infrastructure designed decades earlier.
Underground sorting directly addresses this challenge by reducing the volume of material requiring movement through mine infrastructure. At operations like the Zielitz mine, this technology removes up to 50% of mined material as waste directly underground, effectively doubling the available shaft capacity without physical expansion.
This capability creates opportunities for future mine development without major infrastructure investments. Rather than undertaking costly shaft expansions or constructing additional shafts, mining companies can extend operations into new areas while utilizing existing vertical transport systems more efficiently.
Economic Considerations
The economic benefits of underground sorting extend beyond infrastructure optimization. By lowering transportation and processing costs per ton of valuable mineral, mining operations can improve their overall cost structure and competitiveness.
Energy efficiency represents another significant economic advantage. By decreasing the energy consumption associated with moving and processing waste material, companies reduce both operational costs and carbon emissions—an increasingly important consideration as energy prices rise and carbon regulations tighten.
Perhaps most importantly, underground sorting enables higher throughput of valuable minerals without proportional infrastructure expansion. This improves project economics and makes previously marginal deposits more financially viable, potentially extending mine life and enhancing return on investment through technological innovation.
The Zielitz Mine Case Study: Pioneering Underground Sorting
The collaboration between TOMRA Mining and K+S Minerals and Agriculture at the Zielitz mine in Germany represents a groundbreaking implementation of underground sorting technology in potash mining, establishing a new benchmark for the industry.
Project Background and Objectives
This innovative project builds on a partnership dating back to 1998, when the first TOMRA color sorter was installed at K+S's Braunschweig-Lüneburg site at Grasleben. Over decades, the companies have collaborated on numerous technological advances, developing deep expertise in mineral sorting applications.
The underground sorting initiative at Zielitz emerged from K+S's commitment to identifying practical, long-term solutions to improve sustainability and enhance productivity throughout its operations. As Europe's leading salt producer and a global supplier of potash minerals, K+S faced specific challenges at this site that required innovative thinking.
Three primary objectives drove the project: reducing surface stockpiles to minimize environmental impact, addressing the bottleneck at the main shaft (which was limited to 45,000 metric tons per day), and creating capacity for a planned 40km mine extension where no transport infrastructure existed for returning processed waste as backfill.
Technical Implementation Details
The heart of the underground sorting system is a TOMRA COM XRT 2.0 1200 sorter featuring specialized algorithms and sensing systems specifically designed for K+S's objectives. Installing this sophisticated equipment underground presented significant challenges, most notably transporting the 18-ton machine through the mine shaft.
The technical team disassembled the sorter into components, lowered them through the shaft, and reassembled everything underground—a complex operation requiring specialized expertise from both TOMRA and K+S personnel.
The complete processing system includes an adjustable flow divider that directs raw salt feed from the main belt to a double-deck vibration screen. This screen separates material into defined size fractions, with oversize and undersize fractions returned to the main belt. The system features interchangeable screen mats, allowing operators to optimize for different size ranges based on ore characteristics.
After screening, the material moves to the XRT sorter, which identifies potash rocks and removes unwanted sodium salt based on atomic density differences. Material identified as waste (with potassium content below 2.0%) is diverted to a conveyor for backfill, while the concentrate rejoins the main belt for transport to the shaft.
Performance Metrics and Results
The underground sorting plant at Zielitz has demonstrated impressive results since its commissioning in 2022. Currently processing 50 tons per hour, the system removes up to 50% of feed as barren rocks underground, significantly reducing the load on the shaft and creating capacity for increased mining activity.
This waste separation has two key benefits: a portion of the barren material (with potassium content below 2.0%) is used directly for underground backfilling, and the remaining higher-grade material achieves nearly double the ore grade compared to previous operations.
By diverting low-value material for underground backfilling, the system reduces the volume of waste requiring surface stockpiling, addressing a major environmental challenge. Simultaneously, the higher-grade material sent to the surface processing plant improves downstream operational efficiency.
Perhaps most importantly, the system enables more effective utilization of the shaft's limited capacity, maintaining throughput volume while significantly increasing mineral concentration—a key advantage for future mine expansion.
How Does the Underground Sorting Process Work?
The underground sorting process implemented at the Zielitz mine follows a carefully engineered workflow designed to maximize efficiency and sorting accuracy while integrating seamlessly with existing mining operations.
Material Preparation and Screening
The process begins with an adjustable flow divider that directs a portion of the raw salt feed from the main conveyor belt to the sorting system. This flexible design allows operators to control the volume of material processed based on production requirements and sorter capacity.
Once diverted, the material passes through a double-deck vibration screen that separates it into precisely defined size fractions. This critical step ensures optimal performance of the XRT sorter, as uniform particle sizing improves identification accuracy and separation efficiency.
The screening system features interchangeable screen mats, providing operators with the flexibility to try different size classifications to find the optimal balance between throughput and sorting precision. Material that falls outside the target size range—both oversize and undersize particles—is automatically returned to the main belt for conventional processing.
This approach ensures that only material with characteristics suitable for effective XRT sorting enters the system, maximizing operational efficiency while maintaining production flow through the mine's primary material handling infrastructure.
XRT Sorting Technology Application
After screening, the appropriately sized material is conveyed to the XRT sorter—the technological heart of the system. As material passes through the sorter, X-ray transmission sensors measure the atomic density of each particle, creating a detailed density profile that distinguishes potash-rich minerals from sodium salt (halite) waste.
Specialized algorithms analyze this density data in real-time, making split-second decisions about each particle's composition. The system is calibrated to identify material with potassium content below 2.0% K₂O as waste, targeting it for separation from the product stream.
When waste material is identified, precisely timed blasts of compressed air eject these particles from the main material flow. This physical separation method is both highly effective and energy-efficient, requiring minimal moving parts while achieving remarkable sorting accuracy.
The separated waste material follows a dedicated conveyor path for use as underground backfill in mined-out areas, while the higher-grade concentrate—now with nearly double the potassium concentration—rejoins the main belt for transport to the shaft and subsequent surface processing.
Integration with Existing Mine Operations
A key strength of the underground sorting system is its seamless integration with ongoing mining activities. The system is designed to work alongside conventional mining operations without disruption, effectively creating a parallel processing stream that enhances overall efficiency without requiring fundamental changes to established practices.
The sorted concentrate merges back into the primary production stream, maintaining consistent material flow while significantly improving the average grade. This approach allows the mine to maintain or increase production volumes without expanding shaft capacity—a critical advantage for operations constrained by vertical transport limitations.
The system's flexible operation allows adjustments based on changing ore characteristics, production needs, or market conditions. Operators can modify sorting parameters, adjust feed volumes, or change screening configurations to optimize performance as conditions evolve.
Comprehensive monitoring capabilities provide valuable performance data, enabling continuous improvement through analysis of sorting efficiency, grade improvement, and overall system effectiveness. This data‑driven operations approach supports ongoing optimization of both the sorting system and broader mining operations.
What Are the Implementation Challenges of Underground Sorting?
Installing and operating sophisticated sorting equipment in an underground mining environment presents unique challenges that require innovative solutions and specialized expertise. These challenges span logistical, operational, and technical domains, each requiring careful consideration during implementation.
Logistical and Installation Hurdles
The most immediate challenge in underground sorting implementation is equipment transport. Moving large, heavy sorting machines through mine shafts requires extensive planning and often necessitates significant disassembly. At the Zielitz mine, TOMRA's 18-ton XRT sorter had to be carefully disassembled into components small enough to fit through the shaft before being reassembled underground.
This component disassembly and underground reassembly process requires specialized technical expertise and precise coordination. Complex machines must be broken down into modules that can navigate the constraints of hoisting systems while preserving delicate components from damage during transport and handling.
Space constraints present another significant hurdle. Underground environments offer limited areas for equipment placement, requiring compact system designs and careful planning of material flow paths. Engineers must optimize spatial utilization while ensuring adequate access for operation and maintenance activities.
Beyond the sorting equipment itself, supporting infrastructure requirements add complexity to underground installations. Reliable power distribution, compressed air systems, water management, and control networks must all be established to support the sorting technology, often in areas not originally designed for such installations.
Operational Considerations
Maintaining sophisticated equipment in underground environments presents ongoing challenges. Technicians need proper access for routine maintenance and repairs, which can be difficult to provide in confined mining spaces. System designs must incorporate service points and component access that accommodate these constraints.
Dust management represents another significant operational challenge. Mining generates substantial particulate matter that can interfere with sensitive optical and electronic components. Underground sorting systems require robust dust control measures, including specialized enclosures, filtration systems, and regular cleaning protocols.
Vibration concerns must also be addressed, as mining activities create significant mechanical energy that can affect equipment performance and longevity. Proper isolation systems and structural reinforcement may be necessary to protect sorting equipment from the vibrations associated with drilling, blasting, and material handling.
Safety compliance adds another layer of complexity to underground sorting implementations. All equipment and operational procedures must meet stringent underground safety regulations, including fire prevention, electrical safety, and emergency response considerations. These requirements often necessitate additional engineering and certification processes beyond those required for surface installations.
Technical Adaptations
Operating electronic sensing equipment in underground mining environments requires substantial environmental hardening. Protection from humidity, dust, temperature fluctuations, and other harsh conditions is essential for reliable operation. Components must be ruggedized to withstand these challenges while maintaining precise sensing capabilities.
Communication systems represent another technical challenge. Establishing reliable data connections for monitoring and control requires specialized networking solutions designed for underground environments. These systems must overcome challenges including limited line-of-sight, signal interference from mining equipment, and physical obstacles to signal propagation.
Maintaining calibration accuracy in challenging environments presents ongoing technical challenges. Sorting systems require precise calibration to achieve optimal performance, and these settings must remain stable despite environmental variations. Regular verification and adjustment procedures must be established to ensure consistent sorting effectiveness.
Given the remote location of underground sorting installations, redundancy planning becomes critically important. System designs must incorporate fallback options and bypass capabilities to ensure continued production even if sorting equipment requires maintenance or experiences technical issues.
What Future Developments Are Planned for Underground Sorting?
The successful pilot implementation at the Zielitz mine has established a foundation for future advancements in underground sorting technology, with several promising development pathways emerging from this groundbreaking project.
Scaling Up Capacity
Following the pilot plant's success, plans are underway to increase processing capacity through multiple sorter deployment. This expansion would enable the mine to process a larger percentage of run-of-mine material through underground sorting, further reducing waste transport to the surface while increasing the average grade of material entering the shaft.
Throughput enhancement represents a key focus area, with engineering teams working to increase processing volumes while maintaining sorting precision. Optimizations in material handling, screening efficiency, and sorter throughput could significantly expand the system's impact on overall mine productivity.
Improved system integration presents another avenue for capacity expansion. By developing more comprehensive material handling systems that seamlessly connect sorting technology with mining operations, engineers can maximize the proportion of extracted material that undergoes underground sorting.
Infrastructure optimization efforts focus on designing more efficient material flow paths that minimize transport distances and transition points. These improvements would reduce energy consumption while increasing the system's overall throughput capacity.
A critical aspect of capacity scaling involves careful capacity balancing to ensure sorting capability matches mining production rates. This synchronization prevents bottlenecks while maximizing the utilization of both mining equipment and sorting technology.
OBTAIN: AI-Powered Sorting Technology
Perhaps the most exciting future development involves TOMRA's OBTAIN technology—an AI-powered sorting solution that leverages Deep Learning for unprecedented sorting precision. Initial trials at TOMRA's test center have shown promising results, suggesting significant performance improvements are achievable through this innovative approach.
OBTAIN's single-particle precision represents a major advancement, enabling the system to identify individual mineral particles even when they're touching on the conveyor belt. This capability overcomes a common limitation in traditional sorting technology, where overlapping particles can reduce separation accuracy.
This advanced technology maintains sorting accuracy at increased processing rates, addressing one of the primary challenges in scaling up underground sorting operations. By combining higher throughput with improved precision, OBTAIN could significantly expand the economic benefits of underground sorting.
The system's adaptive algorithms provide another important advantage. These self-improving systems optimize sorting parameters based on operational data and changing ore characteristics, continuously enhancing performance without requiring constant manual adjustments.
Real-time adjustments enable dynamic response to variations in feed material, maintaining optimal sorting performance despite the natural heterogeneity of mined ore. This adaptability ensures consistent results across changing geological conditions—a common challenge in expanding mining operations.
Long-Term Vision and Objectives
The ultimate vision for underground sorting at Zielitz and similar operations involves maximizing the proportion of run-of-mine material processed through underground sorting. By sorting as much material as possible at the source, mines can significantly reduce their environmental footprint while improving operational efficiency.
Optimized backfilling represents another long-term objective, using sorted waste effectively for mine stability and reduced surface impact. This approach turns what was once considered waste into a valuable resource for underground support, creating a more sustainable mining cycle.
Enhanced grade control remains a primary goal, with efforts focused on further increasing K₂O content in material transported to the surface. As Jens Michael Bergmann, Global Segment Manager Industrial Minerals at TOMRA Mining, explains, the aim is to "further increase the K₂O grade at the shaft, which will mean hoisting the same tonnage but at a higher grade in the future."
This grade improvement drives processing efficiency improvements, as downstream operations benefit from higher-grade feed material. Concentration plants can achieve better recovery rates with less energy consumption when processing pre-concentrated ore, creating cascading efficiency benefits throughout the production chain.
Through these advancements, the Zielitz project aims to establish new standards for sustainable mining practices, demonstrating how innovative technology can address both environmental and economic challenges in modern resource extraction.
What Are the Broader Industry Implications?
The success of underground sorting at the Zielitz mine has attracted attention from mining companies worldwide, suggesting broader industry applications and impacts that extend well beyond this specific implementation.
Transferable Technology Applications
While the Zielitz project focuses on potash mining, the principles and technologies developed through this collaboration have significant potential for application in other mining sectors. Similar challenges exist in potash operations globally, making the lessons learned directly transferable to numerous mines facing comparable constraints.
Hard rock mining operations, particularly those extracting metals from deep underground deposits, could benefit from similar underground pre-concentration approaches. By removing waste material before shaft transport, these operations could overcome vertical transport limitations while improving the grade of material delivered to processing facilities.
Even coal mining operations might benefit from this technology, using underground sorting to reduce ash content before transport. This approach could improve product quality while reducing the environmental impact associated with coal processing and combustion.
Industrial mineral operations extracting limestone, gypsum, and other non-metallic minerals could implement comparable systems to improve product consistency and reduce waste handling. These sectors often operate with narrow profit margins, making efficiency improvements particularly valuable.
The lessons learned through the Zielitz implementation have relevance beyond mining itself, offering potential cross-industry adoption opportunities in underground construction, tunneling, and other subsurface resource extraction sectors.
Environmental and Sustainability Benefits
Perhaps the most significant broader implication involves environmental and sustainability improvements. By reducing surface disturbance through minimized waste stockpiling, underground sorting directly addresses one of mining's most visible environmental impacts.
The technology's contribution to lower carbon emissions represents another important environmental benefit. By decreasing transportation and processing energy requirements, underground sorting helps mining companies reduce their carbon footprint—an increasingly important consideration as the industry faces growing pressure to address climate change impacts.
Water conservation benefits emerge from processing higher-grade material, as concentration plants typically require less water per ton of finished product when processing pre-concentrated feed. This advantage is particularly valuable in water-stressed regions where mining operations compete with other users for limited water resources.
The approach also facilitates improved land reclamation efforts, as simplified site remediation becomes possible with reduced surface waste storage. This advantage can significantly reduce closure costs while improving post-mining land use options.
Together, these environmental advantages enhance mining companies' social license to operate by demonstrating tangible commitment to environmental stewardship. This benefit becomes increasingly valuable as public expectations and regulatory requirements for responsible resource extraction continue to rise.
Economic Advantages
From an economic perspective, underground sorting technology offers several compelling advantages that could drive broader industry adoption. Extended mine life through more efficient resource utilization represents a primary benefit, as mines can economically extract lower-grade portions of deposits that might otherwise remain unviable.
The technology enables capital expenditure optimization by maximizing return on existing infrastructure investments. Rather than constructing new shafts or expanding surface facilities, companies can increase production through improved utilization of current assets.
Operating cost reduction occurs through lower per-ton expenses for valuable minerals. By eliminating the costs associated with transporting and processing waste material, mines can significantly improve their cost structure and competitiveness.
This improved economics enhances market competitiveness through both reduced production costs and improved product quality. Higher-grade products typically command better prices, while lower production costs provide flexibility in pricing strategies.
These economic benefits make underground sorting an attractive investment proposition, potentially accelerating industry adoption as companies seek technological innovations that can improve project economics while addressing environmental challenges.
How Does Underground Sorting Compare to Traditional Methods?
Understanding the differences between underground sorting and conventional mining approaches highlights the significant advantages this innovative technology offers over traditional practices.
Traditional Mining Process Limitations
Traditional mining approaches typically involve extracting all material—both valuable minerals and waste—and transporting everything to the surface for processing. This approach creates several significant challenges that underground sorting directly addresses.
| Aspect | Traditional Approach | Underground Sorting Approach |
|---|---|---|
| Material Transport | All mined material sent to surface | Only valuable material sent to surface |
| Shaft Utilization | Limited by total material volume | Optimized for high-grade material |
| Waste Management | Large surface stockpiles required | Significant waste remains underground |
| Processing Efficiency | Variable feed grade to processing plant | Consistent, higher-grade feed |
| Environmental Impact | Larger surface footprint | Reduced surface disturbance |
| Energy Consumption | High energy use for transport and processing | Reduced energy requirements |
| Infrastructure Requirements | Extensive surface facilities needed | More compact surface operations possible |
| Expansion Flexibility | Limited by shaft and surface constraints | Greater flexibility within existing infrastructure |
The traditional approach creates particular challenges in mines with limited shaft capacity, as vertical transport becomes a production bottleneck that constrains overall output. Surface stockpiling requirements also create environmental challenges and increase land disturbance, while variable feed grades to processing facilities reduce operational efficiency.
Quantifiable Improvements
Underground sorting delivers several measurable improvements over conventional approaches. Most notably, it reduces material requiring shaft transport by up to 50%, effectively doubling the shaft's capacity for valuable mineral movement without physical expansion.
The technology enhances mineral grades in transported material, with the Zielitz implementation demonstrating nearly doubled concentration compared to previous operations. This improvement cascades through downstream processes, improving efficiency throughout the production chain.
By diverting a significant portion of waste for underground backfill, the system dramatically reduces surface stockpiling requirements. This waste diversion creates both environmental benefits and operational advantages, as backfilled areas provide structural support for ongoing mining activities.
Processing efficiency improvements emerge from the higher-grade feed delivered to surface facilities. These plants typically achieve better recovery rates and lower per-ton processing costs when handling higher-grade material, creating additional economic benefits beyond the direct transportation savings.
Perhaps most importantly, underground sorting enables more effective utilization of existing shaft capacity—often the most capital-intensive and difficult-to-expand component of underground mining operations. By focusing this limited resource on higher-value material, mines can increase productivity without costly infrastructure expansion.
Operational Flexibility
Beyond these quantifiable benefits, underground sorting provides operational flexibility that traditional approaches cannot match. Selective processing capabilities allow operators to adjust sorting parameters based on market conditions, ore characteristics, or production targets.
The system's adaptability to variable feed material provides consistent performance despite the natural heterogeneity of mined ore. This flexibility ensures stable operation across changing geological conditions—a common challenge as mining progresses through different zones of a deposit.
The technology's scalable implementation allows for incremental expansion as needs evolve and confidence in the system grows. Rather than requiring large, all-or-nothing capital investments, mines can adopt and expand underground sorting in phases aligned with their specific operational and financial circumstances.
This approach offers significant retrofit potential for existing operations, as underground sorting can be integrated into established mines without requiring complete redesign of mining methods or infrastructure. This advantage makes the technology accessible to a wide range of operations, not just new mine developments.
As a complementary technology, underground sorting works alongside other mining industry evolution rather than replacing them, creating synergistic benefits when combined with advances in automation, digitalization, and other operational improvements.
What Makes TOMRA's XRT Technology Unique for Underground Applications?
TOMRA's XRT technology incorporates several distinctive features that make it particularly well-suited for underground sorting applications in challenging mining environments.
Advanced Sensor Technology
At the core of TOMRA's underground sorting solution is high-resolution detection capability that enables precise identification of mineral differences based on atomic density. This sensing approach works effectively even when visual differences between valuable minerals and waste are minimal or non-existent.
The system's multi-channel analysis provides comprehensive material characterization beyond what single-parameter sorting technologies can achieve. By analyzing multiple aspects of X-ray transmission data, the system builds a more complete understanding of each particle's composition, improving sorting accuracy.
A key advantage in mining applications is the technology's penetrative sensing capability—the ability to "see through" surface contamination that might confuse optical sorting systems. This feature is particularly valuable in underground environments where dust and material coating are common challenges.
The rapid scanning capabilities enable fast processing for high-throughput operations, with sensors capable of analyzing thousands of particles per second. This speed is essential for practical implementation in production mining environments where significant material volumes must be processed.
Perhaps most importantly for underground applications, the technology delivers robust performance in difficult conditions. The sensing system maintains accuracy despite dust, vibration, temperature variations, and other environmental challenges common in underground mining operations.
Customized Underground Adaptations
TOMRA's underground sorting solutions feature compact designs specifically optimized for underground space constraints. The equipment layout minimizes footprint requirements while maintaining accessibility for operation and maintenance—a critical consideration in confined mining environments.
The modular construction facilitates transport through mine shafts and other restricted access points. As demonstrated at the Zielitz mine, the 18-ton sorter can be disassembled into components, transported underground, and reassembled without compromising performance or reliability.
All components incorporate hardened designs resistant to underground environmental challenges including humidity, dust, and mechanical stress. This ruggedization ensures long-term reliability in conditions that would quickly degrade conventional equipment.
Maintenance requirements receive particular attention, with simplified procedures designed for serviceability in remote locations. Accessible components, modular replacement parts, and intuitive maintenance protocols reduce downtime while accommodating the logistical challenges of underground service activities.
The entire system incorporates integrated safety features compliant with stringent underground mining regulations. From electrical systems designed for potentially explosive atmospheres to fire-resistant materials and emergency shutdown capabilities, safety considerations are embedded throughout the design.
Specialized Software and Algorithms
TOMRA's underground sorting technology employs custom sorting parameters tailored to specific mineral characteristics at each implementation site. Rather than using generic settings, the system is optimized for the particular geological and operational conditions of each mine.
Adaptive processing capabilities allow the system to adjust to variations in feed material, maintaining consistent performance despite natural fluctuations in ore composition. This adaptability is particularly valuable in mining environments where geological conditions can change significantly as extraction progresses.
Comprehensive data collection provides operational insights beyond simple sorting performance. The system tracks material characteristics, sorting efficiency, and operational patterns, generating valuable information for ongoing optimization of both the sorting process and broader mining activities.
Remote diagnostic capabilities enable offsite technical support, an important advantage for underground installations with limited physical access. Specialists can analyze system performance, troubleshoot issues, and recommend adjustments without requiring underground visits—reducing response time and increasing system availability.
Integration capabilities with existing mine management systems ensure the sorting technology functions as part of a cohesive operation rather than an isolated process. This connectivity supports coordinated production planning, maintenance scheduling, and performance monitoring across the entire mining operation.
Underground Rock Salt Sorting: Frequently Asked Questions
What is the primary benefit of underground sorting for potash mines?
Underground sorting significantly reduces the amount of waste material transported to the surface, which alleviates shaft bottlenecks, minimizes surface stockpiling, and improves the grade of material sent for processing. At the Zielitz mine, this technology removes up to 50% of mined material as waste directly underground, nearly doubling the potassium concentration in the remaining material.
This approach addresses three critical challenges simultaneously: it reduces environmental impact through decreased surface waste storage, overcomes infrastructure limitations by optimizing shaft capacity, and improves downstream processing efficiency through higher-grade feed material. The combination of these benefits creates compelling economic and environmental advantages for potash mining operations.
How does XRT technology differentiate between valuable minerals and waste?
XRT (X-ray Transmission) technology measures the atomic density of materials passing through the sorter. Potassium-rich minerals have different atomic densities compared to sodium salt (halite) waste. The system identifies these differences and uses compressed air jets to physically separate low-potassium material (below 2.0% K₂O) from the valuable product stream.
This approach works independently of visual characteristics, enabling effective sorting even when valuable minerals and waste look identical to the human eye. The technology penetrates surface dust or coatings that might confuse optical sorting systems, providing reliable performance in challenging underground environments where material appearance can be highly variable.
What challenges are involved in installing sorting equipment underground?
Major challenges include transporting large equipment through mine shafts, which often requires disassembly and underground reassembly; establishing necessary infrastructure for power, compressed air, and control systems; managing dust and vibration in confined spaces; ensuring maintenance accessibility; and complying with stringent underground safety regulations.
The Zielitz implementation demonstrated these challenges and their solutions. The 18-ton XRT sorter required careful disassembly before being lowered through the shaft and reassembled underground. This process demanded specialized expertise from both TOMRA and K+S personnel, highlighting the importance of collaborative engineering and planning for successful underground installations.
How does underground sorting contribute to environmental sustainability?
By removing waste material underground and using it for backfill, this technology significantly reduces surface stockpiling requirements, minimizing land disturbance and environmental impact. It also decreases energy consumption associated with transporting and processing waste material, leading to lower carbon emissions and a smaller overall environmental footprint.
These environmental benefits align with increasing regulatory requirements and societal expectations for more sustainable mining practices. By demonstrating tangible improvements in waste management and energy efficiency, mining companies can strengthen their social license to operate while reducing compliance costs associated with mining decarbonisation benefits.
What future developments are expected in underground sorting technology?
Future developments include scaling up capacity through multiple sorter deployment, implementing AI-powered technology (OBTAIN) for improved sorting precision at higher throughput rates, and developing more integrated systems that maximize the amount of run-of-mine material sorted underground. These advancements aim to further increase mineral grades, optimize backfilling, and enhance downstream processing efficiency.
TOMRA's OBTAIN technology represents a particularly promising advancement, using Deep Learning to identify individual particles even when they're touching on the conveyor belt. Initial trials have shown encouraging results, suggesting that this AI-powered approach could significantly increase sorting capacity while maintaining or improving separation accuracy—potentially transforming the economics of underground sorting implementations.
Further Reading on Underground Mining Technology
Understanding underground sorting technology requires knowledge of broader mining engineering principles, mineral processing fundamentals, and digitalization trends in the extractive industries. Readers interested in exploring these topics can find valuable information through industry publications like Global Mining Review, which regularly features insights on innovative mining solutions and sustainable resource extraction practices.
Key areas for further exploration include sensor-based sorting applications beyond potash mining, the integration of artificial intelligence in mineral processing, underground material handling systems, and energy transition strategies. These interconnected fields represent the frontier of mining technology development, where innovations in one area often create opportunities for advancement in others.
By following developments in these areas, mining professionals and industry observers can gain insight into how technologies like underground XRT sorting might evolve in coming years, and how these innovations might reshape mining practices across different commodities and geographies.
Want to Be Alerted to the Next Major Mineral Discovery?
Discovery Alert's proprietary Discovery IQ model instantly identifies significant ASX mineral discoveries, delivering real-time alerts to help investors capitalise on major market-moving announcements. Explore how historic discoveries have generated substantial returns by visiting Discovery Alert's dedicated discoveries page.