
May 14, 2026
The Hidden Cost at the Heart of Copper Production
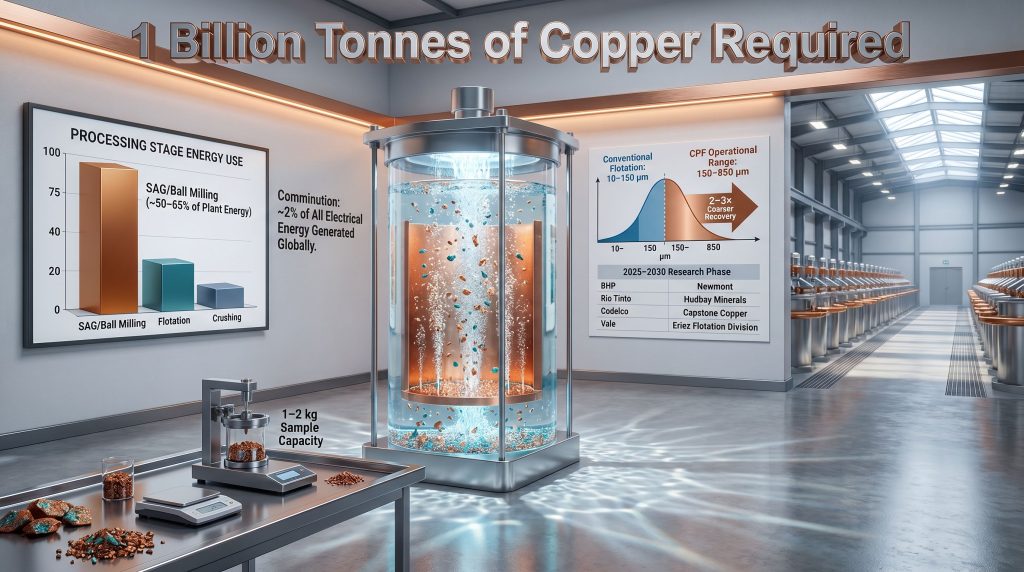
Every tonne of copper that enters the global economy first passes through one of the most energy-intensive industrial processes on earth. Before a single atom of copper can be refined, smelted, or fabricated into EV wiring or grid infrastructure, the ore containing it must be crushed, ground, and separated from surrounding rock through a process that collectively consumes an estimated 2% of all electrical energy generated globally (Ballantyne et al., Minerals Engineering, 2014). That figure is not a rounding error. It represents a systemic inefficiency embedded in the foundation of modern copper supply chains, and it is becoming increasingly difficult to ignore as demand projections climb and ore quality declines simultaneously.
The energy transition has created a deeply paradoxical situation for the mining sector. The very technologies required to decarbonise the global economy, including electric vehicles, renewable energy systems, and smart grid infrastructure, depend on copper at a scale that researchers estimate will require roughly one billion tonnes of the metal to be produced through the coming decades (Watari et al., Resources, Conservation and Recycling, 2023). Yet producing that copper at conventional processing standards means perpetuating the same high-energy, high-waste methods that contradict the sustainability objectives the metal is meant to serve.
Coarse particle flotation for copper production is emerging as one of the most technically credible responses to this contradiction, and understanding why requires a close look at where conventional processing fails, how the physics of flotation behave at different particle sizes, and what a new generation of research infrastructure is beginning to make possible.
When big ASX news breaks, our subscribers know first
Why the Ground Rules of Mineral Processing Are Shifting
Declining Ore Grades and the Compounding Energy Burden
The copper mining industry has been navigating a structural deterioration in ore quality for decades. Average copper ore grades at major operations globally have fallen steadily, meaning that more rock must be extracted, transported, and processed for every tonne of recoverable copper produced. This grade decline is not a short-term fluctuation. It reflects the progressive depletion of high-grade deposits and the industry's forced migration toward lower-quality ore bodies that require more intensive processing to yield economically meaningful recovery.
The implications compound across the processing flowsheet. When ore grades fall, mills must process greater volumes to maintain copper output. Greater volumes require more grinding. More grinding demands more energy and generates more tailings. The conventional response, investing in larger mills and finer grinding circuits, attacks the symptom rather than the cause, and it does so at enormous capital and operational cost. Furthermore, understanding the copper supply crunch helps contextualise why pressure to improve processing efficiency has intensified so rapidly.
At the same time, the target particle size required by conventional froth flotation, the dominant copper separation technology globally, has remained largely fixed. Conventional flotation cells operate most efficiently on particles in a relatively fine size range, requiring extensive comminution before separation can begin. This mismatch between the ore bodies miners are increasingly forced to exploit and the processing technology optimised for a different era is creating both an efficiency crisis and a strategic opportunity.
Why Conventional Flotation Cannot Simply Be Scaled to Meet the Challenge
Conventional froth flotation works by generating fine air bubbles within a slurry of ground ore and water, where hydrophobic copper mineral surfaces attach to bubbles and float to the surface for collection. The physics of this process are exquisitely sensitive to particle size. Particles that are too fine generate surface area so large that reagent consumption becomes prohibitive and slime coatings form on mineral surfaces, degrading selectivity. Particles that are too coarse detach from bubbles due to gravitational forces before they can be recovered.
The result is a processing window, roughly 10 to 150 micrometres in many copper applications, within which conventional flotation delivers acceptable recovery. Everything coarser than this window tends to report to tailings, representing lost metal value. In deposits with complex mineralogy or heterogeneous grain sizes, the volume of coarse-fraction copper losses can be substantial, and the energy cost of grinding to reach the fine flotation window continues to escalate alongside ore volume throughput.
The mineral processing industry is not facing a copper shortage in the conventional sense. It is facing a recoverable copper problem rooted in the energy and economic limits of how finely ore can be ground before separation becomes unviable.
Coarse Particle Flotation: The Physics of a Different Approach
What Changes When You Float Coarser Particles
Coarse particle flotation for copper production operates on the same fundamental principle as conventional flotation: selective attachment of hydrophobic mineral surfaces to air bubbles. What changes is the engineering environment in which that attachment occurs, and this difference has far-reaching consequences for circuit design, energy consumption, and overall plant economics.
In conventional agitated flotation cells, turbulent mixing creates the high bubble-particle collision frequency needed to process fine particles efficiently. However, this same turbulence is precisely what makes coarse particle recovery so difficult. Coarse particles, which carry greater inertia relative to their surface area, tend to detach from bubbles in turbulent environments before they can be transported to the froth layer. The probability of bubble-particle detachment increases sharply with particle size in agitated cell environments, which is why conventional cells are effectively constrained to the fine particle window.
Fluidized bed flotation systems address this constraint through a fundamentally different hydrodynamic design. Rather than relying on mechanical agitation to generate bubble-particle contact, fluidized bed designs use an upward-flowing water current to suspend coarse particles within a calm, stratified zone where air bubbles rise through the bed and selectively attach to hydrophobic copper mineral surfaces. The reduced turbulence within the fluidization zone dramatically lowers the probability of particle detachment, enabling recovery of particles significantly coarser than what conventional cells can handle. Research published by Eriez Flotation Division has documented these performance characteristics across multiple commercial installations.
The Liberation Question: What CPF Can and Cannot Solve
A critical nuance that separates technically sound CPF deployment from over-optimistic application is the liberation requirement. Flotation, whether fine or coarse, can only recover copper minerals that are sufficiently exposed at the particle surface to interact with bubbles and collectors. Coarse particles that consist of copper minerals interlocked with silicate or carbonate gangue, known as composite or locked particles, cannot be floated selectively regardless of the sophistication of the flotation cell.
This liberation constraint means CPF is not a universal processing solution. Its performance is strongly governed by ore mineralogy and texture. Deposits with relatively coarse-grained copper mineralisation, where individual mineral grains are large enough to be exposed at economically meaningful grind sizes, are inherently better candidates for coarse flotation strategies than fine-grained disseminated deposits that require very fine grinding for liberation regardless.
Understanding the liberation characteristics of a given ore body through detailed mineralogical analysis and geometallurgical modelling is therefore a prerequisite for any serious CPF deployment decision, not an optional refinement.
The Energy Arithmetic: Where the Real Savings Are
Comminution as the Dominant Energy Cost in Copper Concentrators
The energy significance of grinding reduction cannot be overstated. Comminution, encompassing both primary crushing and fine grinding in SAG mills, ball mills, and associated circuits, represents the largest single energy cost within a typical copper concentrator. Industry assessments suggest comminution accounts for roughly 50 to 65% of total plant electrical energy consumption, with fine grinding in ball mill circuits contributing the majority of that share. In addition, these copper production economics underline why grinding reduction delivers disproportionate returns across the full cost structure.
| Processing Stage | Estimated Share of Total Plant Energy Use |
|---|---|
| Crushing (primary and secondary) | ~5-10% |
| SAG/Ball Milling (comminution) | ~50-65% |
| Flotation circuits | ~5-10% |
| Dewatering and tailings management | ~10-15% |
| Ancillary operations | ~10-20% |
Figures represent indicative industry approximations and vary by ore type, circuit design, and geographic location.
The strategic implication is straightforward: any technology that enables economically meaningful copper recovery at a coarser target grind size attacks the single largest cost centre in the plant, with proportional benefits flowing through to both operating costs and carbon footprint.
The Throughput Multiplier Nobody Talks About
Reducing target grind size does not merely reduce energy consumption per tonne processed. It also increases the throughput capacity of existing mills without equivalent capital investment. Mills operating at coarser grind targets move ore through the comminution circuit faster because less grinding energy and residence time is required per tonne. For operations where mill throughput is the binding constraint on copper production, this represents a capacity expansion without greenfield capital.
This throughput multiplier effect is one of the least-discussed economic dimensions of CPF adoption in copper concentrators. The conversation often focuses on energy savings, which are real and significant, but the capital efficiency of extracting additional throughput from existing grinding infrastructure may represent an equally compelling part of the business case, particularly at operations where brownfield mill expansion is constrained by space, permitting, or capital allocation.
The Collaborative Research Engine Driving CPF Forward
Pre-Competitive Research: A Structural Innovation in Mining R&D
The development trajectory of coarse particle flotation for copper production has been significantly shaped by an unusual organisational model. Rather than competing mining companies conducting parallel, siloed research programs, the University of Queensland's Sustainable Minerals Institute established the Collaborative Consortium for Coarse Particle Processing Research (CPR Program) to pool industry expertise and funding within a pre-competitive research framework.
Pre-competitive research refers to fundamental scientific work conducted before commercial competition between companies begins. Because CPF technology at this stage benefits all producers equally, competing companies have a rational incentive to share the costs and accelerate the development timeline collectively. The economic logic is compelling: as articulated through the CPR Program, consortium participants gain the research output equivalent of approximately eight independent projects for the cost of funding one (University of Queensland, Sustainable Minerals Institute, 2026). This multiplier effect compresses the technology development timeline in ways that no single company could achieve through internal R&D investment alone.
The CPR Program, led by Associate Professor Liza Forbes at the Julius Kruttschnitt Mineral Research Centre (JKMRC), completed its first five-year phase from 2020 to 2025 and has entered a second phase extending to 2030. The research has drawn on expertise across flotation physics, mineralogy, comminution engineering, and equipment design, with academic researchers working alongside industry partners who contribute both funding and direct operational knowledge.
Who Is at the Table: The Phase Two Consortium
The breadth of participation in the CPR Program's second phase is itself significant. The combination of diversified mining majors, specialist copper producers, state-owned enterprises, equipment manufacturers, and contract miners represents a cross-section of the global copper industry rarely assembled around a single research agenda.
| Organisation Type | Phase Two Partner |
|---|---|
| Diversified mining major | BHP Group Operations |
| Diversified mining major | Rio Tinto Technological Resources |
| Senior gold and copper producer | Newmont |
| Senior copper producer | Hudbay Minerals |
| Mid-tier copper specialist | Capstone Copper Corporation |
| Global base metals major | Vale Technology Development (Canada) |
| State-owned copper enterprise | Codelco (Corporación Nacional del Cobre de Chile) |
| Flotation equipment manufacturer | Eriez Flotation Division |
| Contract mining operator | Northparkes Mining Services |
| Research institution | University of Queensland (JKMRC/SMI) |
Source: University of Queensland, Sustainable Minerals Institute, May 2026.
The presence of Codelco is particularly notable given Chile's position as the world's largest copper-producing nation and the company's role as the primary steward of Chilean state copper resources. Codelco's participation signals that CPF research is viewed at a sovereign resource management level, not merely as an operational efficiency consideration.
Vale's Head of Mineral Processing Technology and Innovation has publicly articulated the strategic rationale for participation, describing coarse particle flotation as a technology with the potential to advance mineral processing significantly by enabling earlier separation of valuable minerals, with corresponding reductions in energy consumption, processing costs, and tailings volumes (University of Queensland, Sustainable Minerals Institute, 2026).
The JKHFmini: A Research Tool That Changes the Speed of Knowledge
One of the most significant practical achievements of the CPR Program's first phase was the development of the JKHFmini, a bench-scale fluidized bed flotation device created at UQ's JKMRC. The instrument is designed to characterise coarse particle flotation performance using sample quantities as small as one to two kilograms of rock (University of Queensland, Sustainable Minerals Institute, 2026).
The significance of this specification lies in what it enables. Pilot-scale flotation testing traditionally requires hundreds or thousands of kilograms of sample material, extended testing timeframes, and substantial cost. These requirements create a major bottleneck in characterising how different ore types perform under coarse flotation conditions, particularly for exploration-stage assets where drill core quantities are limited.
By dramatically reducing the sample requirement while generating data predictive of full-scale performance, the JKHFmini enables:
- Rapid ore body screening across multiple mineralogical types
- Multi-site testing programs within a single consortium research cycle
- Earlier integration of CPF performance data into mine feasibility assessments
- Reduced cost of comparative testing between ore domains within a single deposit
The device also creates a standardised testing methodology across consortium participants, ensuring that research outputs generated at different companies and sites are directly comparable, accelerating the accumulation of industry-wide performance knowledge.
The ARC Centre of Excellence Connection
The CPR Program's research ecosystem extends beyond the direct consortium membership. The University of Queensland announcement notes a productive collaborative relationship with the ARC Centre of Excellence for Enabling Eco-Efficient Beneficiation of Minerals (COEMinerals), an Australian government-funded research centre. This connection provides the CPR Program with access to fundamental surface chemistry, mineralogy, and beneficiation science capabilities that complement the applied engineering focus of the industry consortium work. The interaction between fundamental academic research and industry-funded application development represents one of the structural advantages of university-based research programs as the hub of pre-competitive consortia.
Industrial Applications: Where CPF Is Being Deployed
Coarse Scavenging: Capturing Value That Currently Leaves in Tailings
The most mature and commercially accessible application of CPF in copper circuits is coarse scavenging, where a CPF unit is positioned to treat the coarse tailings fraction exiting conventional rougher flotation cells. In a standard copper concentrator flowsheet, the conventional flotation circuit is optimised for its target particle size range. Particles coarser than this range pass through largely unrecovered and are discharged to tailings.
A CPF unit operating in coarse scavenger duty intercepts this fraction before it reaches the tailings storage facility, applying the superior coarse particle recovery capability of fluidized bed or similar technology to recover copper values that conventional cells cannot efficiently treat. The concentrate produced by the coarse scavenger can then be returned to the main processing circuit for further treatment. Consequently, these copper processing innovations are reshaping how operators approach recovery throughout the entire concentrator flowsheet.
This circuit integration strategy offers a relatively low-risk pathway to CPF adoption because it does not require redesigning the primary flotation circuit. It is additive rather than substitutive, generating incremental copper recovery with minimal disruption to existing plant operations.
Tailings Retreatment: The Overlooked Economic Opportunity
Historical copper tailings storage facilities represent one of the most economically compelling near-term applications for coarse particle flotation technology. These deposits contain copper mineralisation that was either too coarse for effective recovery by the flotation technology available at the time of original processing, or that reported to tailings due to incomplete circuit performance.
The economics of tailings retreatment differ favourably from conventional greenfield or brownfield development in several respects:
- The rock has already been mined and crushed, eliminating the highest capital cost items
- Existing infrastructure, including haul roads, power connections, and water supply, is typically already in place
- No incremental mining cost applies to the ore being processed
- Environmental rehabilitation of the tailings storage facility may be partially funded through the retreatment economics
For CPF specifically, tailings retreatment represents an ideal proving ground because the coarse fraction of tailings, material that conventional cells consistently fail to recover, is precisely what CPF is designed to treat. The match between the technology's capability and the application's ore characteristics is structurally superior to many primary circuit applications.
Greenfield Circuit Design: Rethinking the Flowsheet from First Principles
The most transformative long-term application of CPF is its integration into greenfield copper project flowsheet design from the outset. Rather than specifying a conventional fine-grind concentrator and adding CPF as an afterthought, projects in feasibility stages can design coarser primary grinding circuits that pair with CPF from the start.
This approach changes the capital cost structure of the project significantly. SAG and ball mill circuits designed for coarser target grind sizes can be smaller and less expensive than equivalent-throughput fine-grind circuits. The energy operating cost of the plant is reduced from commissioning. Furthermore, the tailings volume generated per tonne of copper produced is lower, reducing both the capital cost of tailings storage infrastructure and the long-term environmental liability of the operation.
The challenge is that this approach requires high confidence in CPF performance across the specific ore types the project will process, based on comprehensive geometallurgical characterisation and bench-scale testing. This is exactly the gap the JKHFmini is designed to address.
The next major ASX story will hit our subscribers first
Technology Readiness: An Honest Assessment
The commercial maturity of coarse particle flotation for copper production varies considerably across application contexts. Treating all CPF applications as equally proven or equally experimental misrepresents the actual state of the technology.
| Application Context | Technology Readiness | Commercial Status |
|---|---|---|
| Coarse scavenging in operating copper concentrators | High | Commercially deployed |
| Tailings retreatment targeting coarse copper fractions | Medium-High | Pilot to early commercial stage |
| Primary coarse-grind circuit redesign | Medium | Active research and demonstration |
| Coarse composite particle recovery | Low-Medium | Fundamental research stage |
| Low-grade deposit primary processing via CPF | Medium | Feasibility and demonstration |
The distinction between coarse liberated particle recovery, where CPF performs well commercially, and coarse composite particle recovery, where the technology remains in fundamental research, is critically important for any operator or investor assessing CPF's applicability to a specific ore body. Conflating these two categories can lead to significantly overstated expectations.
The Remaining Frontier: What CPF Research Must Still Solve
Composite Particle Recovery: The Binding Technical Constraint
The single most important unsolved problem in CPF research is the recovery of coarse composite particles, those in which copper mineralisation remains interlocked with gangue material at the particle surface. These particles cannot be selectively floated regardless of cell design because the hydrophobic copper mineral surface is partially or fully occluded by non-hydrophobic gangue.
Solving this problem would unlock CPF's applicability to a much broader range of ore bodies and deposit types. Current research directions being investigated within programs like the CPR Program include advanced liberation assessment methodologies, novel circuit geometries that separate composite particle streams for additional treatment, and surface chemistry approaches that may selectively modify composite particle surfaces to improve flotation response. Indeed, academic research into coarse flotation continues to identify the composite particle challenge as the most consequential barrier to broader technology adoption.
Reagent Chemistry for Coarse Systems
Collector and frother chemistry developed and optimised for fine particle flotation does not translate directly to coarse particle systems. Coarse mineral surfaces require different conditioning approaches, different reagent dosages, and different contact time specifications to achieve the hydrophobisation needed for effective bubble attachment.
This reagent chemistry gap is an underappreciated technical barrier to CPF adoption. Even where cell design is appropriate and ore liberation is adequate, sub-optimal reagent formulation can substantially degrade coarse particle recovery. Research into novel collector formulations, surface energy modification, and frother selection for coarse flotation environments represents an active and commercially valuable frontier.
Circuit Integration: Why CPF Is Not a Plug-and-Play Addition
A common misunderstanding among operators evaluating CPF is that installation is primarily an equipment procurement decision. In practice, effective CPF integration requires holistic review of the entire processing circuit, including:
- Feed preparation and classification efficiency
- Hydrocyclone performance at the relevant size cut
- Concentrate handling and downstream pumping systems
- Water balance and circuit hydraulics
- Instrumentation and process control strategies
Retrofitting CPF into an existing concentrator without addressing these surrounding circuit elements typically produces disappointing results that reflect circuit design limitations rather than CPF technology limitations. The research community's emphasis on pre-competitive knowledge development through programs like the CPR Program is, in part, aimed at building the engineering guidelines needed to avoid these integration failures at scale.
The Longer View: CPF's Strategic Role Through 2030 and Beyond
The CPR Program's entry into its second five-year phase from 2025 to 2030 coincides with an inflection point in the copper supply narrative. Demand projections for the energy transition are now sufficiently detailed and credible that the gap between projected copper requirements and conventionally accessible supply has become a planning reality rather than a theoretical concern.
Rick Valenta, Director of the Sustainable Minerals Institute at UQ, has framed the program's purpose in terms of unlocking innovation capable of shaping global mineral processing standards (University of Queensland, Sustainable Minerals Institute, 2026). This framing positions CPF not as a niche technology for specific operational contexts but as a potential foundational shift in how copper is processed at an industry level. For context, future copper mining trajectories will increasingly depend on exactly this kind of processing-level innovation to bridge the gap between declining ore grades and rising demand.
Associate Professor Forbes has drawn an analogy between the CPR Program's collaborative model and the International Space Station, suggesting the program may generate decades of technical benefits across the industry while serving as a reference model for pre-competitive research cooperation in the resources sector (University of Queensland, Sustainable Minerals Institute, 2026). The comparison is apt in one specific respect: the ISS demonstrated that organisations with competing interests could achieve scientifically significant outcomes by agreeing on the scope of shared endeavour before commercial competition resumes.
For the copper industry, the shared endeavour is producing enough of the metal to power the energy transition without perpetuating the very inefficiencies that transition is meant to correct. However, it is equally important that operators and investors align processing strategy with commercial opportunity, which is why evaluating copper investment strategies alongside technology adoption decisions has become increasingly relevant. Coarse particle flotation for copper production is not the complete answer to that challenge. But it is increasingly clear that it is a structurally important part of one.
This article is intended for informational and educational purposes only. It does not constitute financial advice, investment recommendations, or endorsement of any specific company, technology, or research program. Readers should conduct independent due diligence before making investment or operational decisions based on information contained herein. Forward-looking statements and projections regarding technology performance, market adoption, or copper demand involve inherent uncertainty and may differ materially from actual outcomes.
Want to Track ASX Copper Discoveries Before the Market Catches On?
As coarse particle flotation reshapes copper production economics and demand projections climb, the next major ASX copper discovery could represent a significant investment opportunity — Discovery Alert's proprietary Discovery IQ model delivers real-time alerts the moment significant mineral discoveries are announced, turning complex data across 30+ commodities into actionable insights for investors at every level. Explore historic discovery returns to understand what major finds have delivered, then start your 14-day free trial at Discovery Alert to position yourself ahead of the market.

