June 12, 2026
Dense Medium Technology Fundamentals in Mineral Processing
Dense medium cyclones represent a sophisticated approach to mineral separation that leverages the fundamental principles of fluid dynamics and particle behavior. These systems operate by creating a controlled environment where particles separate based on their specific gravity differences within a dense medium suspension, demonstrating the power of cyclones in canadian coal mining.
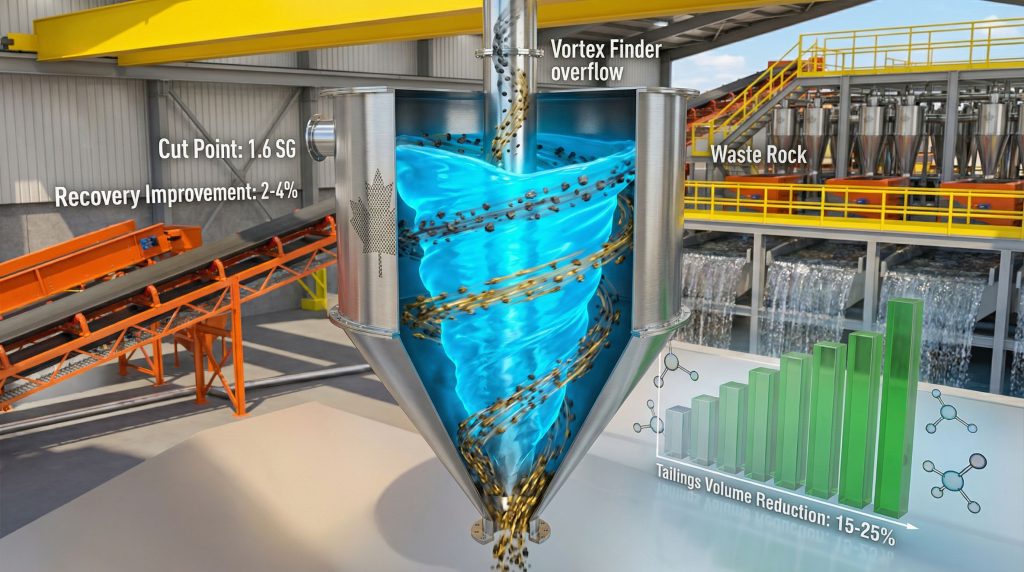
The core mechanism involves introducing a feed slurry containing coal and waste rock into a cylindrical-conical vessel where centrifugal forces create distinct flow patterns. The heavier particles migrate toward the outer wall and exit through the underflow, while lighter coal particles move inward and discharge through the vortex finder. This process achieves remarkable precision in separating materials with specific gravity differences as small as 0.1 units.
Modern cyclone designs feature carefully engineered inlet configurations, optimised cone angles, and precisely dimensioned discharge openings. The absence of moving parts within the cyclone body contributes to their reliability and reduces maintenance requirements compared to alternative separation technologies.
Operational Physics and Separation Mechanisms
The separation efficiency of dense medium cyclones depends on several interconnected physical phenomena. Centrifugal acceleration within the cyclone creates forces that can exceed 100 times gravitational acceleration, enabling effective separation of particles that would otherwise require extensive processing through alternative methods.
Particle trajectory within the cyclone follows predictable patterns governed by the balance between centrifugal force, drag resistance, and buoyancy effects within the dense medium. The separation sharpness achievable through properly designed cyclones often exceeds that of static dense medium vessels, particularly for intermediate-density particles.
Key Performance Indicators for Cyclone Systems:
| Parameter | Typical Range | Optimal Target |
|---|---|---|
| Cut Point Accuracy | ±0.02-0.05 SG | ±0.02 SG |
| Separation Efficiency | 85-95% | >90% |
| Probable Error | 0.03-0.08 SG | <0.05 SG |
| Medium Consumption | 0.5-2.0 kg/t | <1.0 kg/t |
The relationship between cyclone diameter and separation efficiency follows well-established engineering principles, with larger diameter units providing higher capacity but potentially reduced separation sharpness for fine particles.
When big ASX news breaks, our subscribers know first
Western Canadian Coal Quality Challenges and Market Pressures
The metallurgical coal sector in Western Canada faces unprecedented challenges from multiple directions. Resource depletion in easily accessible, high-grade deposits has forced operators to process increasingly complex ore bodies with elevated ash content and variable quality characteristics.
Canadian coal producers operate under some of the world's most stringent environmental policies and regulatory frameworks, creating additional pressure to optimise processing efficiency while meeting discharge standards. This regulatory framework, combined with market demands for consistent product quality, necessitates advanced separation technologies capable of handling variable feed characteristics.
The economic environment for coal mining has become increasingly challenging due to weaker metallurgical coal prices amid ample supply and softening steel production globally. These market conditions intensify the need for operational improvements that can enhance recovery rates and product quality simultaneously.
Processing operations in Alberta and British Columbia must now extract value from resources that would have been considered marginal just a decade ago. The depletion of high-grade resources forces mines to process material with higher waste rock content, requiring more sophisticated separation techniques to maintain product specifications.
Regional Processing Complexities
Coal quality deterioration manifests differently across Western Canadian operations, with some experiencing gradual ash content increases while others face more complex mineralogical challenges. The varying geological characteristics between Alberta's coal fields and British Columbia's deposits require tailored processing approaches.
Metallurgical coal specifications demanded by Asian steel producers have become increasingly stringent, particularly regarding ash content, sulphur levels, and coking properties. Meeting these specifications from lower-grade feed materials requires precise control over separation processes and consistent product blending strategies.
Furthermore, these challenges are compounded by Canadian energy challenges that affect the broader resource sector economics.
Industry analysis indicates that coal processing operations must now achieve separation efficiencies that were considered exceptional just five years ago, simply to maintain current product quality standards from declining ore grades.
Advanced Cyclone Applications in Coarse Coal Processing
Dense medium cyclones have become integral to modern coal preparation plants, particularly for processing run-of-mine material in the coarse size fraction. These systems operate most effectively on coal particles ranging from 50mm down to approximately 1mm, providing the primary separation stage for most Canadian operations.
The integration of cyclone systems with existing heavy medium vessels creates opportunities for staged separation, where different size fractions receive optimised treatment. This approach maximises recovery while maintaining product quality specifications required for export markets.
Pre-concentration through cyclone separation removes a significant portion of waste rock before material enters downstream processing circuits. This approach reduces the load on fine coal recovery systems and improves overall plant efficiency by eliminating unnecessary processing of waste material.
Process Integration Strategies
Modern coal preparation facilities incorporate cyclone systems at multiple points within the processing flowsheet. The primary application involves treating the coarse fraction directly from crushing circuits, while secondary applications may include re-treating middlings products or processing specific gravity fractions.
High-efficiency dense medium and classification cyclones are key to increasing coal recovery and reducing impurities by ensuring more efficient and sharper separation. By improving the accuracy of separation, modern cyclones deliver a higher-quality, more consistent product that meets export market specifications.
Typical Coal Processing Cyclone Configuration:
- Primary cyclones: 660-710mm diameter for high-tonnage applications
- Secondary cyclones: 500-610mm diameter for middlings treatment
- Classification cyclones: 350-500mm diameter for fine coal circuits
- Dense medium recovery: 250-350mm diameter for medium regeneration
The selection of cyclone diameter and configuration depends on the specific characteristics of the coal being processed, target separation density, and required throughput capacity. Parallel cyclone arrangements enable high-tonnage operations while maintaining optimal separation performance.
Fine Coal Recovery and Hydrocyclone Integration
Fine coal particles, typically those smaller than 1mm, present unique processing challenges that require specialised equipment and techniques. Water-only hydrocyclones provide an effective method for concentrating fine coal while rejecting fine waste materials that would otherwise contaminate the product.
Using cyclones in the fines processing sections of a coal plant can improve downstream thickener performance by producing cleaner overflow. This approach not only reduces fine coal losses but also supports stricter ESG requirements for cleaner discharge water.
The integration of hydrocyclone systems with spiral concentrators creates opportunities for enhanced fine coal recovery through complementary separation mechanisms. While spirals excel at processing particles in the 3-0.1mm range, hydrocyclones can effectively treat finer materials down to 0.045mm.
Flotation Feed Preparation Applications
Cyclone desliming circuits serve a critical role in preparing feed for flotation processes by removing ultrafine clay particles that interfere with flotation chemistry. The removal of these problematic fines improves flotation performance and reduces reagent consumption.
Fine Coal Recovery Methods Comparison:
| Technology | Size Range (mm) | Typical Recovery | Capital Cost |
|---|---|---|---|
| Hydrocyclones | 1.0-0.045 | 70-85% | Low |
| Spirals | 3.0-0.1 | 75-90% | Medium |
| Flotation | 1.0-0.01 | 85-95% | High |
| Combined Circuit | 3.0-0.01 | 90-95% | Highest |
The economics of fine coal recovery depend heavily on the value differential between clean coal and waste disposal costs, making efficient separation technologies essential for maintaining profitability in challenging market conditions.
Environmental Impact Reduction Through Waste Minimisation
Efficient separation through advanced cyclone technology directly addresses several environmental challenges facing Canadian coal operations. The reduction in material reporting to tailings facilities provides both immediate cost benefits and long-term environmental risk mitigation.
Tailings volume reduction of 15-25% can be achieved through improved separation efficiency, translating to substantial cost savings over the life of a mining operation. These reductions stem from more precise separation that prevents waste rock from being unnecessarily processed through downstream circuits.
Tailings Reduction Impact Analysis (20-Year Mine Life):
For a hypothetical 2 million tonne per annum operation:
- Annual tailings reduction: 300,000-500,000 tonnes
- Storage cost savings: $1.5-2.5 million annually
- Total lifecycle savings: $30-50 million
- Environmental liability reduction: $10-20 million
Less waste and tailings generation through efficient separation reduces the volume of material reporting to tailings, reducing disposal costs and mitigating environmental risks. This approach aligns with increasingly stringent environmental regulations and corporate sustainability commitments, highlighting significant decarbonisation benefits.
Water Management and Quality Improvements
Optimised water use represents another significant environmental benefit of advanced cyclone systems. Cleaner cyclone overflow improves downstream thickener performance and enables greater water recycling within processing circuits.
The quality of process water improves dramatically when cyclones remove fine particles that would otherwise remain suspended in the water circuit. This improvement reduces the load on water treatment systems and enables higher rates of water reuse.
Water Quality Enhancement Through Cyclone Processing:
| Parameter | Pre-Cyclone | Post-Cyclone | Improvement |
|---|---|---|---|
| Suspended Solids (mg/L) | 5,000-15,000 | 500-2,000 | 70-85% reduction |
| Turbidity (NTU) | 2,000-8,000 | 200-800 | 80-90% reduction |
| Settling Rate (m/hr) | 0.5-1.2 | 2.0-4.5 | 300-400% increase |
| Water Recovery (%) | 85-90 | 92-96 | 5-8% improvement |
These improvements in water quality support compliance with provincial discharge standards while reducing fresh water consumption through enhanced process water recycling capabilities.
Energy Efficiency and Operational Cost Reduction
More efficient classification through advanced cyclone technology lessens the energy demands of downstream processes, contributing to both cost savings and emissions reductions. The energy benefits result from reduced grinding requirements, improved pumping efficiency, and optimised downstream equipment performance.
Pre-concentration through cyclone separation removes waste material before it enters energy-intensive grinding circuits. This approach can reduce specific grinding energy consumption by 10-20% while maintaining or improving liberation characteristics for downstream processes.
The improvement in slurry characteristics achieved through cyclone classification reduces pumping energy requirements throughout the processing plant. Higher solids concentrations and reduced viscosity combine to decrease pumping power consumption and improve pipeline transport efficiency.
A recent analysis of cyclone implementation at a 3 million tonne per annum coal preparation facility demonstrated annual energy savings of 2.8 GWh, equivalent to $280,000 in reduced electricity costs and 1,800 tonnes of CO2 emissions avoided.
Downstream Equipment Performance Enhancement
Improved feed preparation through cyclone systems enhances the performance of downstream equipment including thickeners, filters, and flotation cells. These improvements manifest as higher throughput rates, better separation efficiency, and reduced reagent consumption.
Thickener performance benefits significantly from cleaner cyclone overflow, with improved settling rates and higher underflow densities. These improvements reduce the thickener area requirements and enable higher processing rates through existing equipment.
The next major ASX story will hit our subscribers first
Regulatory Compliance and ESG Alignment
Canadian mining operations must navigate complex regulatory frameworks that continue to evolve toward stricter environmental standards. The Impact Assessment Act and provincial mining regulations create compliance requirements that advanced cyclone systems help address through measurable environmental improvements.
Fisheries Act compliance benefits from improved water quality achieved through cyclone processing, particularly in the treatment of fine particles that could otherwise impact aquatic ecosystems. The cleaner discharge water produced through cyclone systems supports permit compliance and reduces regulatory risk.
Provincial regulations in Alberta and British Columbia establish specific requirements for tailings management and water discharge quality. Advanced cyclone systems provide measurable improvements in both areas, supporting compliance documentation and regulatory reporting.
Stakeholder Value Creation and Community Relations
The environmental benefits achieved through cyclone technology implementation provide tangible metrics for ESG reporting and stakeholder communication. Quantifiable reductions in tailings volume, water consumption, and energy usage support corporate sustainability commitments.
ESG Performance Metrics for Cyclone Operations:
| Metric Category | Key Indicators | Typical Improvements |
|---|---|---|
| Environmental | Tailings reduction, water recycling | 15-25% waste reduction |
| Social | Community impact, employment | Reduced land disturbance |
| Governance | Compliance, transparency | Enhanced reporting capability |
| Economic | Cost reduction, efficiency | 2-4% recovery improvement |
Indigenous consultation processes benefit from demonstrable environmental improvements that reduce the overall footprint of mining operations. The measurable reductions in waste generation and water consumption provide concrete evidence of environmental stewardship.
Economic Advantages and Return on Investment
Revenue enhancement through improved coal recovery represents the primary economic driver for cyclone technology adoption. Typical metallurgical coal recovery improvements of 2-4% translate directly to increased saleable product from the same mining input.
Revenue Impact Analysis for Cyclone Implementation:
For a 2 million tonne per annum operation with 3% recovery improvement:
- Additional coal recovery: 60,000 tonnes annually
- Revenue at $200/tonne: $12 million per year
- Less additional processing costs: $2 million per year
- Net annual benefit: $10 million per year
- Payback period on cyclone investment: 12-18 months
Premium pricing opportunities emerge from improved product quality achieved through precise separation. Coal with lower ash content and reduced impurities commands higher prices in international markets, particularly for metallurgical applications.
Operating cost reductions complement revenue improvements through multiple mechanisms including reduced maintenance, lower reagent consumption, and decreased transportation costs per unit of saleable product.
Capital Efficiency and Scalability Benefits
The modular nature of cyclone installations enables phased capacity increases that align with mine development schedules and capital availability. This flexibility provides advantages over alternative technologies that require larger initial investments.
Annual Operating Cost Comparison for 2 MTPA Operation:
| Cost Category | Cyclone Systems | Alternative Technologies |
|---|---|---|
| Maintenance | $150,000 | $400,000 |
| Power Consumption | $800,000 | $1,200,000 |
| Reagent Costs | $300,000 | $450,000 |
| Labor Requirements | $200,000 | $350,000 |
| Total Annual | $1,450,000 | $2,400,000 |
Equipment lifecycle advantages result from the absence of moving parts in cyclone systems, leading to extended service life and predictable replacement schedules compared to alternative separation technologies.
Technology Configuration Optimisation for Canadian Coal Types
Metallurgical coal processing requires specialised cyclone configurations that accommodate the specific gravity ranges and particle size distributions characteristic of coking coal applications. Large-diameter dense medium cyclones in the 660-710mm range provide optimal separation for coarse metallurgical coal fractions.
Multi-stage cyclone circuits enable processing of complex coal seams with variable quality characteristics. The first stage removes obvious waste rock, while subsequent stages provide precise separation of intermediate-density particles that determine final product quality.
Parallel cyclone arrangements accommodate high-tonnage operations while maintaining optimal hydraulic conditions within individual cyclones. This approach provides redundancy and enables maintenance activities without complete plant shutdown.
Thermal Coal Processing Adaptations
Thermal coal operations require modified cyclone designs optimised for lower-density separations and higher throughput rates. The separation densities for thermal coal typically range from 1.5-1.7 specific gravity compared to 1.4-1.6 for metallurgical coal.
Integration with coal washing and sizing circuits creates opportunities for comprehensive quality improvement across the entire size range. Water-only cyclones complement dense medium systems by treating fine fractions that cannot be effectively processed in dense medium circuits.
Cyclone Design Parameters by Coal Application:
| Coal Type | Cyclone Diameter | Separation Density | Feed Rate | Application |
|---|---|---|---|---|
| Metallurgical (Coarse) | 660-710mm | 1.40-1.60 SG | 800-1,200 t/h | Primary separation |
| Metallurgical (Medium) | 500-610mm | 1.45-1.65 SG | 400-600 t/h | Middlings treatment |
| Thermal (Coarse) | 710-800mm | 1.50-1.70 SG | 1,000-1,500 t/h | High-volume processing |
| Fine Coal (All Types) | 350-500mm | 1.30-1.50 SG | 200-400 t/h | Fines recovery |
Specialised Applications for Complex Coal Characteristics
High-sulphur coal processing benefits from cyclone systems designed to handle the additional complexity of removing pyritic sulphur through density separation. These applications often require multi-stage processing with intermediate product recirculation.
Coal seams with high clay content present unique challenges that require specialised cyclone designs with modified inlet configurations and discharge arrangements. The clay particles can interfere with separation efficiency and require careful management of water circuits and medium recovery systems.
Service Infrastructure and Technical Support Requirements
The remote locations of many Western Canadian coal operations create unique requirements for equipment service and support infrastructure. Local service capabilities become critical for maintaining optimal cyclone performance and minimising downtime during peak production periods.
Spare parts inventory management requires strategic planning to balance carrying costs with the risk of extended downtime. Critical components such as cyclone liners, apex assemblies, and feed distributors require local stocking to ensure rapid response to equipment failures.
Technical support integration with existing plant operations enables continuous optimisation of cyclone performance through regular monitoring and adjustment of operating parameters. This ongoing optimisation maintains separation efficiency as feed characteristics change over time.
Mining operators report that local service support reduces average downtime from cyclone-related issues by 60-70% compared to operations dependent on remote service providers, translating to significant production and revenue benefits.
Performance Monitoring and Optimisation Programmes
Plant audit methodologies for cyclone efficiency assessment provide systematic approaches to identifying optimisation opportunities and quantifying performance improvements. These audits typically examine feed characteristics, operating parameters, and product quality metrics.
Real-time monitoring systems enable continuous tracking of separation performance through automated measurement of feed rates, pressures, and product quality indicators. Advanced monitoring systems can detect performance degradation before it significantly impacts product recovery or quality, leveraging data-driven mining approaches.
Key Performance Indicators for Cyclone Monitoring:
- Feed pressure and flow rate stability
- Underflow discharge consistency
- Overflow clarity and suspended solids content
- Medium-to-ore ratio maintenance
- Separation density accuracy
- Product ash content variation
Predictive maintenance programmes utilise performance data to schedule maintenance activities based on equipment condition rather than fixed time intervals. This approach optimises maintenance costs while ensuring reliable operation during critical production periods.
Operator Training and Knowledge Transfer
Operator certification programmes ensure consistent operation of cyclone systems according to manufacturer specifications and best practice guidelines. These programmes typically cover operational theory, troubleshooting procedures, and safety protocols.
Process troubleshooting techniques enable operators to identify and resolve common operational issues that affect cyclone performance. Understanding the relationship between operating parameters and separation performance allows for rapid response to changing conditions.
Maintenance best practices for harsh Canadian operating conditions address the specific challenges of freeze-thaw cycles, equipment accessibility, and seasonal maintenance scheduling. These practices extend equipment life and maintain performance consistency throughout varying environmental conditions.
Future Technology Developments and Industry Evolution
Automation and digital integration trends are transforming cyclone operation and optimisation capabilities. AI-powered systems can analyse multiple performance variables simultaneously to identify optimal operating conditions and predict maintenance requirements.
IoT sensor integration enables real-time monitoring of cyclone performance parameters that were previously measured manually or infrequently. These sensors provide continuous data streams that support advanced process control and optimisation algorithms.
Predictive analytics applications utilise historical performance data and current operating conditions to forecast equipment performance and maintenance needs. These systems can identify potential issues days or weeks before they manifest as operational problems, reflecting broader trends in mining industry evolution.
Digital Technology Adoption Timeline for Mining Operations:
| Technology | Current Adoption | 2-Year Outlook | 5-Year Projection |
|---|---|---|---|
| IoT Sensors | 25% | 60% | 85% |
| AI Optimisation | 10% | 35% | 70% |
| Predictive Maintenance | 15% | 45% | 75% |
| Automated Control | 5% | 25% | 55% |
Materials Science and Equipment Design Advances
Wear-resistant liner technologies continue to evolve with new materials that extend equipment life in abrasive coal processing applications. Advanced ceramic and composite materials provide superior wear resistance while maintaining optimal hydraulic characteristics.
Corrosion-resistant materials address the challenges of processing coal with elevated sulphur content or in environments with aggressive water chemistry. These materials reduce maintenance requirements and extend equipment service life.
Lightweight composite materials enable easier installation and maintenance procedures while maintaining structural integrity and performance characteristics. These materials are particularly beneficial for remote operations where equipment handling capabilities may be limited.
Market and Regulatory Drivers for Technology Evolution
Anticipated environmental regulation changes will likely drive further evolution in cyclone design and application. Stricter water discharge standards and tailings management requirements create demand for enhanced separation efficiency and water recovery capabilities.
Global metallurgical coal market trends continue to emphasise product quality and consistency, driving demand for separation technologies that can maintain specifications from variable feed materials. Asian steel producers increasingly specify narrow quality ranges that require precise separation control.
Scenario Analysis: Carbon Pricing Impact on Coal Processing Economics:
- Low carbon price ($50/tonne CO2): Minimal impact on cyclone economics
- Medium carbon price ($100/tonne CO2): Enhanced value for energy efficiency improvements
- High carbon price ($200/tonne CO2): Significant driver for advanced separation technology adoption
The evolution of carbon pricing mechanisms will likely increase the economic value of energy efficiency improvements achieved through advanced cyclone systems, further supporting technology adoption and development.
Strategic Implementation Framework for Canadian Producers
Technical assessment criteria for cyclone technology adoption require comprehensive evaluation of existing plant configuration, feed characteristics, and product requirements. This assessment typically includes process audits, laboratory testing, and economic modelling to quantify potential benefits.
Economic evaluation methodologies must consider both direct benefits from improved recovery and indirect benefits from reduced operating costs and environmental compliance. The evaluation should include sensitivity analysis for key variables such as coal prices, operating costs, and regulatory requirements.
Risk assessment frameworks address implementation challenges including construction scheduling, commissioning complexity, and performance guarantees. Understanding and mitigating these risks ensures successful technology deployment and achievement of projected benefits.
Pre-Implementation Evaluation Checklist:
- Feed characterisation and variability assessment
- Existing plant capacity and constraint analysis
- Product specification requirements and market demands
- Capital budget and financing considerations
- Regulatory compliance requirements and permitting
- Construction schedule and production impact assessment
- Service and support infrastructure requirements
- Operator training and knowledge transfer needs
Long-Term Competitive Positioning Strategy
Integration with broader sustainability strategies enables coal producers to align cyclone technology implementation with corporate ESG commitments and stakeholder expectations. This alignment supports access to capital markets and regulatory approval processes.
Stakeholder communication strategies should emphasise measurable environmental improvements achieved through advanced separation technology. Quantifiable metrics for tailings reduction, water conservation, and energy efficiency provide concrete evidence of environmental stewardship.
The long-term competitive advantage from cyclone technology stems from the combination of improved operational efficiency, reduced environmental impact, and enhanced product quality. These benefits position operators to succeed in an increasingly challenging market environment while meeting evolving regulatory and social expectations.
Consequently, the power of cyclones in canadian coal mining extends beyond simple process improvement to encompass fundamental changes in how operations balance profitability with environmental responsibility. As the industry continues to evolve, those producers who successfully implement and optimise advanced cyclone systems will be best positioned to thrive in an increasingly complex and demanding operating environment.
Looking to Capitalise on Advanced Mining Technology Trends?
Discovery Alert's proprietary Discovery IQ model delivers real-time notifications on significant ASX mineral discoveries, instantly empowering subscribers to identify actionable opportunities in mining technology and processing companies ahead of the broader market. Begin your 14-day free trial today and secure your market-leading advantage in the rapidly evolving mining sector.

