July 27, 2026
Ion Transport Mechanisms in Advanced Mineral Processing
Modern rare earth element separation faces significant challenges across traditional hydrometallurgical pathways. Processing efficiency depends heavily on controlling ionic behaviour at the molecular level, where subtle differences in charge density and complex formation drive commercial viability. Understanding these fundamental mechanisms provides insight into emerging separation technologies that could reshape global supply chain dynamics, particularly as industry innovation trends accelerate development of cleaner extraction methods.
Core Principles of Membrane-Based Electrochemical Separation
Electrodialysis technology operates through electric field-driven ion migration across selective membrane barriers. Commercial systems typically function at voltage gradients between 0.5-5 V/cm, with industrial installations commonly running at 20-100 V depending on solution conductivity requirements. Ion transport efficiency achieves current utilisation rates of 80-95% when properly controlled, making this approach highly predictable compared to chemical extraction methods.
Alternating cation and anion exchange membrane configurations create distinct compartments for diluate, concentrate, and electrode rinse streams. Under applied voltage, cations migrate toward the cathode through cation exchange membranes while anions migrate toward the anode through anion exchange membranes. This directional control enables precise separation based on ionic characteristics rather than relying on empirical partition coefficients.
Commercial ion-exchange membranes demonstrate ion conductivity values of 0.8-1.2 S/cm under optimised conditions, with area resistance typically measuring 2-5 Ω·cm². Neosepta® membrane systems have proven particularly effective for rare earth applications due to their improved selectivity compared to standard Nafion® perfluorosulfonic acid membranes used in laboratory settings.
Role of Chelating Agents in REE Selectivity
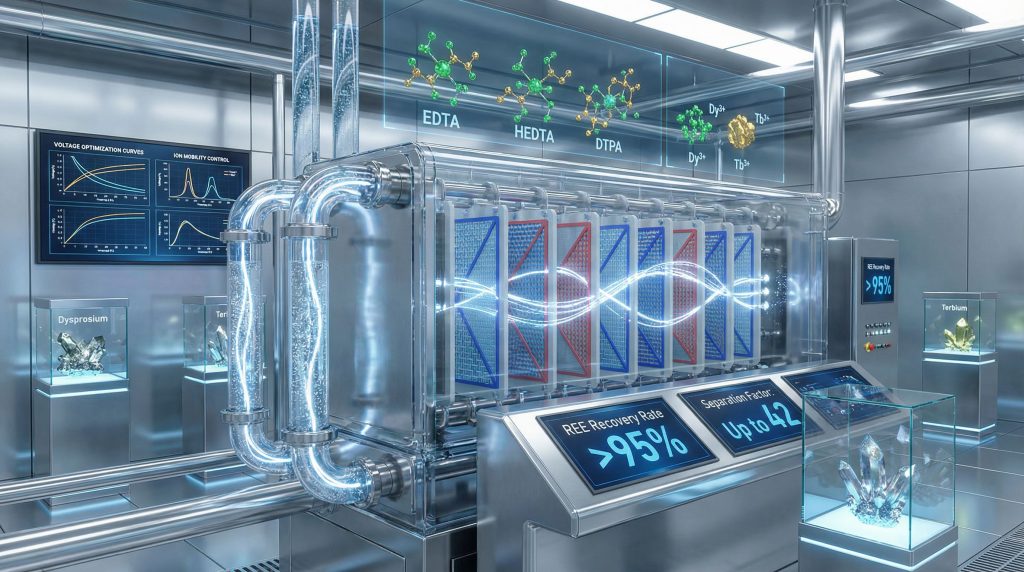
Chelation-assisted electrodialysis in rare earth extraction exploits differences in complex formation between various lanthanide elements and organic chelating agents. EDTA (ethylenediaminetetraacetic acid) forms stable 1:1 coordination complexes with rare earth cations through six coordination sites. The stability constants vary significantly across the lanthanide series, creating opportunities for selective separation.
Stability constant variations demonstrate this selectivity potential:
- Dysprosium-EDTA complex: log K ≈ 23.6
- Neodymium-EDTA complex: log K ≈ 22.8
- Lanthanum-EDTA complex: log K ≈ 21.9
DCTA, HEDTA, and DTPA chelators provide alternative coordination environments with different binding preferences. These agents change the effective charge density and size of REE ions, altering their electrophoretic mobility through membrane systems. University of Toronto research by Lingyang Ding demonstrates that such chelation modifications enable meaningful separation between heavy and light rare earth groups under controlled electrodialysis conditions.
pH management becomes critical since REE precipitation as hydroxides occurs at pH levels above 4-5. The chelation process operates optimally at pH 2-4, where chelating agents remain fully deprotonated while REE hydroxide formation stays suppressed. Electrodialysis enables precise pH modulation through controlled water electrolysis at electrode compartments, reducing dependence on strong acid or base additions.
When big ASX news breaks, our subscribers know first
Performance Metrics Across Separation Technologies
Traditional separation methods face inherent limitations that emerging electrochemical approaches may address. Comparative analysis reveals significant differences in separation efficiency, environmental impact, and operational complexity across established and developing technologies. Furthermore, the critical minerals energy transition demands more efficient processing methods to meet growing demand.
Solvent Extraction vs. Electrodialysis Performance Metrics
| Parameter | Solvent Extraction | Chelation-Assisted ED |
|---|---|---|
| Separation Factor | 2.1 (typical) | Up to 42 |
| REE Recovery Rate | 85-90% | >95% |
| Chemical Intensity | High organic volumes | Reduced reagent use |
| Environmental Impact | Significant waste | Lower footprint |
| Energy Consumption | 3-8 MWh/tonne | 2-6 MWh/tonne |
Solvent extraction limitations become apparent through industrial experience. Separation factors between adjacent rare earth elements typically range from 1.5-3.0, requiring complex multi-stage cascade systems to achieve meaningful purification. Recovery efficiency reaches 85-92% in single-pass operations, improving to 90-95% through multiple extraction stages but at substantially increased complexity and cost.
Organic phase ratios (O:A) typically operate between 1:1 and 5:1 by volume, generating equivalent volumes of contaminated wastewater. A typical 1,000-tonne-per-annum REE separation facility processes hundreds of thousands of litres of organic solvent annually, creating significant waste management challenges.
Chelation-assisted electrodialysis advantages emerge through fundamentally different separation mechanisms. Laboratory demonstrations achieve separation factors potentially exceeding 10:1 for heavy versus light REE groups. The University of Toronto study reports selective dysprosium concentration under optimised conditions, supporting theoretical calculations for enhanced separation efficiency.
Reagent consumption decreases substantially through aqueous chelator solutions operating at 0.01-0.1 M concentrations, requiring 10-100× lower organic chemical volumes per unit of REE processed. Reagent losses minimise through chelator recovery protocols, though industrial-scale validation remains pending.
Energy Consumption and Process Efficiency Analysis
Energy requirements differ significantly between separation approaches. Solvent extraction systems consume 500-1,500 kWh per tonne of REE separated through heating and mixing operations, plus additional energy for organic solvent recovery through stripping and regeneration. Total specific energy ranges from 3-8 MWh per tonne depending on cascade complexity.
Electrodialysis energy consumption follows Faraday's law: W = (z × F × Vcell) / η, where energy depends on charge equivalents, cell voltage, and current efficiency. Preliminary estimates suggest 2-6 MWh per tonne of REE processed at pilot scale, though detailed industrial measurements await commercial development.
Throughput optimisation presents different challenges for each technology. Solvent extraction achieves high throughput through parallel contactor stages but requires extensive infrastructure for organic phase handling and recovery. Electrodialysis scales through membrane area expansion and voltage optimisation, potentially offering more modular deployment options.
Cost-benefit analysis remains incomplete without commercial-scale validation. Capital expenditure for electrodialysis includes membrane systems, electrical infrastructure, and process controls. Operating expenses centre on electricity consumption, chelating agent procurement, and membrane replacement cycles. Detailed economic modelling awaits pilot plant data from organisations advancing this technology.
Alternative Technologies in REE Processing
Molten oxide electrolysis operates at temperatures exceeding 1,000°C, requiring specialised refractory materials and substantial energy input for maintaining molten conditions. While this approach can achieve direct metal production, energy intensity often exceeds 20 MWh per tonne of rare earth metal produced. Capital investment requirements limit deployment to high-value applications.
Electrodeposition methods enable direct rare earth metal recovery from aqueous solutions but face purity limitations due to hydrogen evolution and co-deposition effects. Processing constraints include narrow pH windows and complex current density optimisation. Integration with upstream extraction operations requires careful solution chemistry management.
Ion chromatography provides excellent analytical separation but lacks throughput for industrial applications. Laboratory-scale systems achieve exceptional purity but operate at gram-per-hour rather than tonne-per-hour scales required for commercial viability.
Selective Recovery Across the Lanthanide Series
Element-specific extraction efficiency varies significantly across rare earth processing technologies. Heavy rare earth elements command premium pricing due to supply constraints and critical applications, making selective recovery economically attractive despite technical complexity. This aligns with the broader pivot in critical minerals strategy for securing strategic resources.
Heavy vs. Light REE Separation Efficiency
Dysprosium and terbium represent the highest-value targets for selective separation. Current market prices exceed $300-400 per kilogram for high-purity oxides, compared to $50-80 per kilogram for light rare earth products. Chelation-assisted electrodialysis in rare earth extraction demonstrates particular effectiveness for heavy REE concentration due to stronger chelate complex formation.
University of Toronto research confirms that dysprosium can be selectively concentrated from mixed rare earth solutions through optimised electrodialysis parameters. Process simulations indicate potential for 10:1 or higher enrichment ratios between dysprosium and lighter elements like neodymium or lanthanum.
Heavy REE supply constraints intensify separation technology importance. China controls over 95% of global heavy REE production, primarily from ionic clay deposits in southern provinces. Developing alternative separation capabilities becomes strategically critical for supply chain diversification.
Critical magnet material recovery drives commercial interest in heavy REE separation. High-performance neodymium-iron-boron magnets require dysprosium additions of 2-8% by weight to maintain magnetic properties at elevated temperatures. Wind turbine generators and electric vehicle traction motors represent the largest demand growth segments.
Neodymium and Praseodymium Processing Capabilities
Light REE separation presents different technical challenges due to smaller differences in ionic radii and similar chemical behaviour. Neodymium and praseodymium often occur together in mineral concentrates, requiring specialised separation techniques for individual element recovery.
Traditional solvent extraction achieves neodymium-praseodymium separation through selective complexation with organophosphoric acids, but requires 20-30 theoretical stages for commercial purity levels. Process complexity increases operating costs and environmental footprint significantly.
Binary and ternary mixture handling becomes more feasible through electrodialysis due to independent control of multiple separation parameters. Voltage, pH, and chelator concentration can be optimised simultaneously rather than relying on fixed partition coefficient ratios.
Industrial magnet feedstock preparation requires high-purity neodymium and praseodymium for sintered magnet production. Specifications typically demand >99.0% individual element purity with controlled levels of cerium, lanthanum, and other impurities.
Ion-Adsorption Clay Compatibility Analysis
Ion-adsorption clay deposits offer unique advantages for chelation-assisted electrodialysis in rare earth extraction applications. These formations hold rare earth elements as exchangeable cations on clay mineral surfaces rather than in crystalline phases, enabling gentler extraction conditions.
Clay mineralogy impact varies significantly across geographic regions. Southern Chinese deposits typically contain kaolinite and halloysite minerals with high rare earth loading capacity. South American formations show similar characteristics but with different rare earth distribution patterns favouring heavy elements.
University research demonstrates that ion-adsorption clays outside China could represent viable supplemental sources for high-value rare earths. Surface binding characteristics enable efficient desorption under mild chemical conditions compared to hard-rock ore processing requirements. This relates closely to understanding mineralogy and mining economics for developing optimal extraction strategies.
Geographic variation in clay composition affects extraction optimisation. Ionic strength, competing cation concentrations, and mineral surface chemistry require site-specific process development. Standardised electrodialysis protocols may need regional adaptation.
Desorption process optimisation becomes critical for overall efficiency. Ammonium sulfate or ammonium chloride solutions typically achieve 80-95% rare earth desorption from clay minerals. Solution chemistry directly influences subsequent electrodialysis separation performance.
Technical Challenges in Industrial Implementation
Scaling laboratory demonstrations to commercial operations presents numerous engineering and economic challenges. Membrane system reliability, process control complexity, and operational parameter optimisation require substantial development before industrial deployment. However, the potential mining decarbonisation benefits provide strong incentives for overcoming these hurdles.
Laboratory-to-Industrial Scale Transition Barriers
Membrane system engineering faces significant scaling challenges. Laboratory cells typically operate with membrane areas of 10-100 cm², while industrial systems require 1,000-10,000 m² of membrane surface area for meaningful throughput. Membrane stack design, fluid distribution, and electrical connectivity become complex at large scales.
Neosepta® membrane performance requires validation under sustained industrial conditions. Laboratory testing cannot fully replicate the effects of continuous operation, chemical exposure, and thermal cycling experienced in commercial facilities. Membrane lifetime under industrial conditions remains uncertain.
Ion-gating membrane development represents an emerging area with potential for improved selectivity. Research into responsive membrane materials that selectively pass certain ions based on applied stimuli could enhance separation efficiency, but commercial availability remains years away.
Configuration optimisation for continuous operation differs substantially from batch laboratory procedures. Industrial systems require steady-state operation with consistent product quality, presenting challenges for process control and operational stability.
Process Control and Automation Needs
pH monitoring and adjustment systems must maintain precise chemical conditions across large processing volumes. Automated titration systems, inline pH sensors, and rapid response protocols become essential for consistent operation.
Voltage regulation across large membrane arrays requires sophisticated power electronics. Current distribution must remain uniform to prevent membrane damage while maintaining separation efficiency. Power supply systems must accommodate varying solution conductivity and membrane resistance.
Chelator recovery and recycling protocols determine long-term economic viability. HEDTA regeneration processes, concentration management, and impurity control require development for industrial implementation. Reagent losses must stay below 2-5% per cycle for economic competitiveness.
Heat generation and cooling requirements increase with scale. Joule heating from electrical resistance can raise solution temperatures significantly, affecting membrane performance and chemical stability. Cooling system design becomes critical for consistent operation.
Operational Parameter Optimisation
Voltage and current density management requires careful optimisation between separation efficiency and energy consumption. Higher voltages improve separation rates but increase power costs and heating effects. Optimal operating points depend on feed solution composition and product specifications.
Membrane fouling prevention strategies must address precipitate formation, organic contamination, and scaling effects. Regular cleaning protocols, chemical pretreatment, and membrane selection influence long-term operating costs.
Concentrate stream management becomes complex with multiple product streams and varying compositions. Product quality control, impurity management, and downstream processing compatibility require careful system design.
Environmental compliance protocols must address wastewater treatment, air emissions, and chemical handling requirements. Regulatory approval timelines and environmental monitoring add complexity to facility development.
Strategic Context and Market Dynamics
Global rare earth processing concentration in China creates both risks and opportunities for alternative separation technologies. Geopolitical tensions, supply chain vulnerabilities, and environmental concerns drive interest in developing capabilities outside China.
China's Processing Monopoly and Technology Disruption Potential
Infrastructure investment requirements outside China represent substantial barriers to market entry. China has developed rare earth processing capabilities over 30+ years through sustained government support, environmental tolerance, and accumulated expertise. Replicating this infrastructure elsewhere requires significant capital and time.
Capital intensity for greenfield separation facilities ranges from $100-500 million for meaningful production capacity. Processing plants require specialised equipment, waste management systems, and skilled technical staff. Lead times for facility development typically extend 5-10 years from initial planning to commercial operation.
Skilled labour development presents ongoing challenges. Rare earth processing requires specialised knowledge of lanthanide chemistry, hydrometallurgy, and environmental management. Training programmes and knowledge transfer from academic research to industrial practice remain underdeveloped outside China.
Regulatory approval timelines vary significantly across jurisdictions. Environmental permitting for rare earth processing can require 2-5 years due to concerns about radioactive byproducts, chemical waste management, and water usage. Streamlined approval processes could accelerate development but require political commitment.
Supply Chain Diversification Strategies
South American resource development offers potential for supply diversification. Ion-adsorption clay deposits in Brazil and other regions contain significant heavy rare earth concentrations suitable for chelation-assisted electrodialysis in rare earth extraction applications.
Technology transfer and licensing considerations become important for international development. Academic research institutions like the University of Toronto may licence separation technologies to commercial partners, but scaling requires substantial additional investment.
Strategic partnership formation enables risk sharing and capability development. Joint ventures between mining companies, technology developers, and end users could accelerate commercialisation while distributing financial exposure.
Infrastructure coordination requirements include transportation, utilities, and support services. Processing facilities require reliable electricity, water supply, chemical logistics, and waste management capabilities.
Policy Framework Development Needs
Regulatory pathways for new separation technologies require development in most jurisdictions outside China. Existing frameworks typically address conventional mining and processing but may not adequately cover emerging electrochemical methods.
Chemical handling and safety protocols must address chelating agent use, electrical safety, and membrane waste management. Worker safety standards, environmental monitoring, and emergency response procedures require establishment.
International trade implications include technology export controls, strategic material classifications, and supply chain security considerations. Government policies increasingly treat rare earth processing as strategically important infrastructure.
Incentive programmes could accelerate technology development through tax credits, loan guarantees, or direct subsidies. Several jurisdictions have announced support for critical mineral processing development, though funding levels remain modest compared to China's historical investment.
Economic Viability and Cost Structure Analysis
Commercial success for chelation-assisted electrodialysis in rare earth extraction depends on achieving cost competitiveness with established separation methods while delivering superior environmental performance. Economic modelling requires detailed understanding of capital requirements, operating costs, and market dynamics.
Capital Expenditure Breakdown
Membrane system installation represents the largest capital cost component. Industrial-scale electrodialysis requires $5-15 million in membrane stacks, housing, and fluid handling systems for a 1,000-tonne-per-annum facility. Membrane replacement cycles every 3-7 years add ongoing capital requirements.
Electrical infrastructure requirements include transformers, rectifiers, control systems, and distribution equipment capable of handling 1-10 MW of power depending on facility size. Power electronics must provide precise voltage and current control across multiple cell stacks.
Process control and monitoring equipment encompasses analytical instruments, automation systems, and safety interlocks. Real-time composition monitoring, pH control, and emergency shutdown systems add $2-5 million to project costs.
Building and utilities costs depend on site conditions and local requirements. Processing facilities require chemical storage, wastewater treatment, and environmental controls adding $10-20 million for turnkey installations.
Operating Expense Considerations
Electricity consumption dominates operating costs for electrodialysis-based separation. At industrial electricity rates of $0.05-0.15 per kWh, power costs range from $100-900 per tonne of REE processed depending on separation complexity and local utility rates.
Chelating agent procurement requires high-purity chemicals meeting processing specifications. EDTA and related compounds cost $3-8 per kilogram, with consumption rates of 10-50 kg per tonne of REE processed depending on recovery efficiency.
Maintenance and replacement schedules include membrane replacement, equipment overhauls, and preventive maintenance. Annual maintenance costs typically reach 5-10% of initial capital investment for complex chemical processing equipment.
Labour and overhead expenses include operators, maintenance staff, laboratory personnel, and administrative support. Skilled technical staff command premium wages, particularly for specialised rare earth processing knowledge.
Market Dynamics and Competitive Positioning
REE price volatility significantly impacts technology adoption decisions. Heavy rare earth prices have fluctuated 300-500% over the past decade, making investment planning challenging. Price stability affects project financing and commercial viability.
Processing margin optimisation becomes critical for economic success. Traditional solvent extraction achieves processing margins of $20-50 per kilogram for separated REE oxides. New technologies must achieve comparable or superior margins to justify investment.
Technology payback periods typically range from 5-12 years for industrial separation facilities. Longer payback periods require patient capital and government support to compete with shorter-term alternatives.
Integration costs with existing supply chains include transportation, quality verification, and customer qualification. Establishing new processing facilities requires developing relationships with upstream suppliers and downstream customers.
The next major ASX story will hit our subscribers first
Target Applications and Market Opportunities
Commercial deployment of chelation-assisted electrodialysis will likely focus on high-value applications where environmental benefits and supply chain security justify premium processing costs. Strategic positioning depends on identifying markets with favourable economics and regulatory support.
Target Market Segments and Use Cases
Electric vehicle battery supply chain represents the fastest-growing demand segment for rare earth permanent magnets. EV traction motors require 2-5 kg of rare earth materials per vehicle, with global EV sales projected to reach 30+ million units annually by 2030.
Neodymium-iron-boron magnet feedstock preparation requires high-purity separated rare earths meeting automotive quality specifications. Impurity control, particularly for praseodymium and dysprosium content, demands precise separation capabilities.
Quality specifications for automotive magnets typically require >99.0% purity with controlled trace elements. Heavy metal contamination (lead, cadmium, mercury) must remain below 10-50 ppm depending on end-use requirements.
Volume requirements for EV applications will reach 50,000-100,000 tonnes of separated rare earths annually by 2030. This scale justifies investment in new separation technologies if cost and quality targets can be achieved.
Wind Turbine Manufacturing Support
Dysprosium and terbium purification for generator magnets represents a premium market opportunity. Direct-drive wind turbine generators require 200-600 kg of permanent magnets per MW of capacity, with heavy rare earth additions of 5-10% by weight.
Renewable energy sector demand projections indicate 100+ GW of annual wind capacity additions globally, creating substantial demand for high-performance magnets. Supply chain security becomes increasingly important as deployment scales.
Generator magnet applications demand superior temperature stability and coercivity compared to automotive uses. Heavy rare earth content directly determines magnet performance at operating temperatures of 80-150°C.
Supply security considerations drive interest in non-Chinese separation capabilities. Wind turbine manufacturers seek supply chain diversification to reduce dependence on single-source critical materials.
Geographic Implementation Opportunities
South American resource development offers compelling opportunities for integrated mining and processing operations. Ion-adsorption clay deposits in Brazil contain favourable heavy rare earth distributions suitable for chelation-assisted electrodialysis.
Regional processing hubs could serve multiple mine sites while achieving economies of scale. Central processing facilities reduce transportation costs for ore concentrates while enabling specialised technical expertise development.
Infrastructure development requirements include power generation, water supply, and transportation links. Remote locations may require significant infrastructure investment but offer lower land costs and reduced regulatory complexity.
Government incentive programmes in several South American countries offer tax benefits, infrastructure support, and regulatory streamlining for strategic mineral processing development.
North American and European Processing Initiatives
Technology demonstration projects receive government funding through strategic mineral security programmes. The U.S. Department of Energy and European Union Horizon programmes support rare earth processing technology development.
Academic-industry collaboration frameworks enable knowledge transfer from university research to commercial applications. Licensing agreements and joint development projects accelerate technology maturation.
Regulatory environment in developed countries may favour cleaner separation technologies despite higher initial costs. Environmental compliance requirements and social licence considerations support premium processing methods.
Market access advantages include proximity to end users, established supply chains, and reduced transportation risks. Processing facilities near magnet manufacturers or automotive assembly plants offer logistical benefits.
Future Technology Development Pathways
Continued research and development could address current limitations while expanding application opportunities for chelation-assisted electrodialysis. Innovation priorities include improved membrane materials, process optimisation, and integration strategies.
Emerging Research Directions and Innovations
Chemically Enhanced Electrodialysis (CEED) represents an advanced approach combining multiple separation mechanisms. Research into responsive membranes, multi-stage configurations, and hybrid processes could improve selectivity and efficiency.
Next-generation membrane materials under development include nanostructured polymers, composite materials, and bio-inspired designs. Improved selectivity, durability, and fouling resistance could reduce operating costs and expand application range.
Improved chelating agent formulations focus on enhanced selectivity, environmental compatibility, and recovery efficiency. Novel organic ligands and coordination chemistry could enable more precise separation control.
Process integration optimisation explores combining electrodialysis with other separation methods. Sequential or parallel processing could leverage the advantages of multiple technologies while minimising individual limitations.
Hybrid Technology Development
Combination with desalination systems offers potential for shared infrastructure and reduced costs. Electrodialysis equipment designed for seawater processing could be adapted for rare earth separation applications.
Waste stream REE recovery applications include recycling from permanent magnet waste, industrial byproducts, and electronic scrap. Secondary recovery may offer more favourable economics than primary ore processing.
Circular economy integration strategies encompass closed-loop processing, waste minimisation, and byproduct utilisation. Environmental benefits could justify premium processing costs in regulated markets.
Modular system designs enable scalable deployment and reduced capital risk. Standardised equipment packages could accelerate adoption while reducing engineering costs.
Industry Adoption Timeline and Milestones
Pilot plant development phases typically require 3-5 years for technology validation and optimisation. Demonstration scale operations must prove technical feasibility and economic viability before commercial deployment.
Commercial viability assessment criteria include separation efficiency, product quality, environmental impact, and cost competitiveness. Performance targets must meet or exceed established separation technologies across multiple metrics.
Scaling milestone achievement involves progression from laboratory (kg/day) to pilot (tonnes/month) to commercial (thousands of tonnes/year) scales. Each transition requires substantial investment and technical development.
Technology demonstration requirements include independent validation, environmental assessment, and economic analysis. Third-party verification builds confidence for potential investors and customers.
Regulatory and Standards Development
Industry best practice establishment requires collaboration between researchers, operators, and regulators. Safety protocols, environmental standards, and quality specifications need development for emerging separation technologies.
Environmental impact assessment protocols must address energy consumption, chemical usage, waste generation, and lifecycle impacts. Standardised methodologies enable fair comparison with alternative technologies.
Quality control standardisation includes analytical methods, purity specifications, and certification procedures. International standards facilitate trade and technology transfer across jurisdictions.
Worker safety guidelines for electrodialysis operations must address electrical hazards, chemical exposure, and emergency procedures. Training programmes and certification requirements ensure safe implementation.
Balancing Innovation with Industrial Reality
Chelation-assisted electrodialysis represents a promising advancement in rare earth separation technology, offering potential environmental and technical advantages over conventional methods. However, successful commercial implementation requires careful attention to economic viability, operational challenges, and market dynamics.
Technology Readiness Assessment
Current limitations include unproven performance at industrial scale, uncertain membrane durability, and incomplete economic analysis. Laboratory demonstrations provide proof of concept but cannot fully address commercial deployment challenges.
Development timeline requirements suggest 5-10 years minimum for technology maturation and 10-15 years for significant market penetration. This timeline must compete with continued improvements in established separation technologies.
Performance validation at commercial scale remains the critical next step. Pilot plant operations must demonstrate consistent product quality, operational reliability, and economic competitiveness under industrial conditions.
Technical risk mitigation strategies include phased development, technology partnerships, and government support programmes. Risk sharing mechanisms enable continued development while managing investor exposure.
Strategic Implementation Pathways
Phased deployment approaches begin with high-value, low-volume applications where premium processing costs can be justified. Success in niche markets enables technology refinement and cost reduction for broader applications.
Partnership frameworks between technology developers, mining companies, and end users distribute development costs while ensuring market relevance. Strategic alliances accelerate commercialisation timelines.
Government policy support through research funding, regulatory facilitation, and incentive programmes creates favourable conditions for technology development. Policy continuity across political cycles remains essential for long-term success.
Long-term transformation potential depends on achieving cost parity with conventional methods while delivering superior environmental performance. Success could reshape global rare earth processing and supply chain dynamics.
Disclaimer: This analysis is based on publicly available research and does not constitute investment advice. Rare earth processing technologies involve significant technical and commercial risks. Market conditions, regulatory requirements, and competitive dynamics may change substantially. Prospective investors should conduct independent due diligence and consult qualified advisors before making investment decisions.
Looking to Capitalise on Critical Minerals Innovation?
Discovery Alert's proprietary Discovery IQ model delivers instant notifications on significant ASX mineral discoveries in rare earth processing, electrometallurgy, and advanced separation technologies. Stay ahead of market-moving announcements with real-time insights that turn complex technical developments into actionable investment opportunities through Discovery Alert's comprehensive service. Begin your 30-day free trial today to gain the competitive edge needed for navigating the rapidly evolving critical minerals sector.

