
June 5, 2026
The Volume Problem Nobody Wants to Talk About
Every tonne of aluminium that goes into a car body, a skyscraper curtain wall, or a solar panel mounting system carries with it an invisible environmental ledger. Behind the finished metal sits a chain of industrial processes that begins with bauxite ore and ends, ultimately, with alumina ready for smelting. What that chain also produces, in roughly equal measure to the alumina itself, is a dense, alkaline slurry that the industry calls bauxite residue and the wider world knows as red mud.
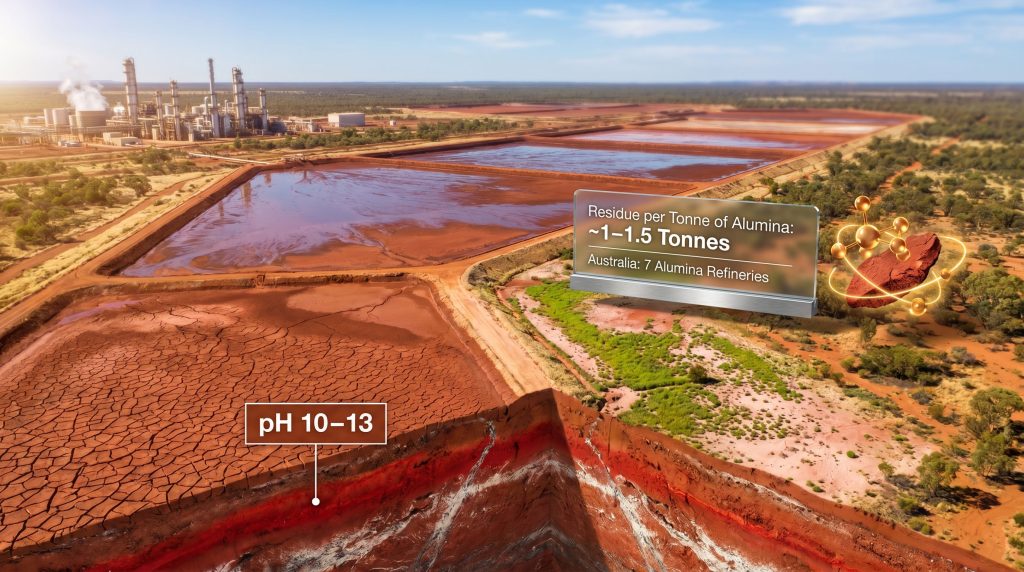
For a broader bauxite production overview, the arithmetic is unforgiving. For every tonne of alumina extracted via the Bayer process, somewhere between 1 and 1.5 tonnes of bauxite residue is generated as a co-product. Global primary aluminium production now exceeds 60 million tonnes per year, requiring roughly twice that volume in alumina, which in turn demands even larger bauxite throughputs. Scale those ratios across Australia's position as one of the world's largest alumina exporters and the cumulative residue volumes become genuinely staggering.
Australia operates seven alumina refineries spread across Western Australia, Queensland, and the Northern Territory, each with dedicated residue storage infrastructure. Collectively, these facilities have accumulated hundreds of millions of tonnes of red mud over decades of continuous operation. For a country that positions itself as a responsible resources exporter, the management of this material sits at the centre of one of the most operationally and reputationally significant environmental challenges in the entire mining sector.
Yet for most of that history, red mud has been treated as a cost to be contained rather than a resource to be recovered. Understanding why that framing is changing, and what it means for the future of bauxite processing red mud Australia, requires first understanding what this material actually is.
When big ASX news breaks, our subscribers know first
What Red Mud Is and Why Its Chemistry Makes It So Problematic
The Bayer Process: Where the Residue Begins
The Bayer process, first developed in the 1880s and still the dominant method for alumina production today, works by dissolving crushed bauxite ore in a heated solution of caustic soda (sodium hydroxide) at elevated temperatures and pressures. This digestion step selectively dissolves the aluminium-bearing minerals, primarily gibbsite, boehmite, and diaspore, while leaving behind a residue slurry containing everything the caustic solution could not dissolve.
The critical problem is what remains chemically embedded in that slurry after the alumina-rich liquor is separated out. Residual sodium hydroxide is physically and chemically entrained in the fine mineral particles, meaning the output red mud carries significant caustic loading even after washing. The result is a material with a pH typically ranging from 10 to 13, placing it firmly in the highly alkaline category on any environmental hazard scale.
Mineral Composition and the Hidden Value Problem
Red mud derives its characteristic colour from iron oxide (haematite and goethite) content, which typically constitutes between 30 and 60 percent of the dry residue mass depending on the bauxite ore source. Beyond iron, the mineral inventory includes:
- Silicon dioxide (silica) in various forms, including desilication products (DSP) that are among the most problematic phases for reuse applications
- Titanium dioxide (anatase and rutile), present at concentrations that in some ore bodies approach commercially interesting levels
- Aluminium oxide residuals not captured in the initial extraction
- Calcium compounds introduced during process lime additions
- Trace rare earth elements (REEs) including scandium, lanthanum, cerium, and neodymium, at concentrations that vary significantly by ore source but are attracting growing research interest
This mineral complexity is both the source of red mud's environmental hazard and, paradoxically, the basis for its emerging commercial potential.
How Bauxite Residue Compares to Other Mining Waste Streams
| Waste Type | Typical pH | Primary Hazard | Volume Per Tonne of Product | Commercial Reuse Maturity |
|---|---|---|---|---|
| Red Mud (Bauxite Residue) | 10 to 13 | High alkalinity, trace heavy metals | 1 to 1.5 tonnes | Emerging |
| Coal Combustion Ash | 8 to 12 | Heavy metals, radioactive traces | Variable | Established (cement, fill) |
| Gold/Copper Tailings | 2 to 9 | Acid mine drainage | High | Limited |
| Iron Ore Tailings | 6 to 9 | Low to moderate solids | Moderate | Growing |
Red mud occupies a particularly difficult position in this landscape: its alkalinity is extreme enough to pose genuine ecological risk, yet unlike acid-generating tailings, it does not have a well-established treatment playbook. The industry has largely defaulted to containment, which defers rather than resolves the liability.
How Australian Refineries Currently Manage Bauxite Residue
Four Storage and Treatment Approaches in Active Use
Australian refineries have adopted a range of residue management strategies, each with distinct trade-offs between cost, environmental risk, and long-term closure complexity.
-
Wet slurry impoundment involves pumping the residue as a dilute slurry into large engineered containment ponds. It is the oldest and most widespread method globally, but carries the highest water consumption burden and the greatest risk of seepage through containment systems over time.
-
Dry stacking involves mechanically dewatering the residue before placement, stacking it in layers in engineered cells. This approach substantially reduces the surface area of exposed liquid, minimises seepage potential, and produces a more structurally stable stored mass. Most Australian refineries have transitioned toward or fully adopted dry stacking as the preferred method.
-
Seawater neutralisation exploits the chemical reactivity of magnesium and calcium ions in seawater to precipitate sodium hydroxide and reduce the pH of residue slurries before storage. This technique was historically applied at coastal Queensland operations but has been largely superseded by dry stacking approaches.
-
High-density thickening uses centrifugal and pressure filtration equipment to maximise water recovery from the residue stream before disposal. This reduces the volume of material requiring storage, recovers process water for reuse, and produces a denser, more manageable residue cake.
Engineering Standards That Govern Australian Residue Storage
The design and construction of residue storage areas in Australia is guided primarily by the Australian National Committee on Large Dams (ANCOLD) guidelines, which treat residue impoundments as dam structures subject to formal safety assessment requirements. Key engineering obligations include:
- Impervious liner systems constructed from compacted clay, geomembrane materials, or composite systems, designed to intercept leachate before it can reach groundwater
- Leachate collection networks that capture and return percolated liquids to the process circuit
- Groundwater monitoring bores installed at prescribed distances from the storage perimeter, with mandatory sampling frequency under state EPA licence conditions
- Stability analysis requirements that consider the geotechnical properties of the stored residue under both static and seismic loading conditions
Australia's regulatory framework compares reasonably well against international benchmarks, though the 2010 Ajka disaster in Hungary, where approximately 1 million cubic metres of red mud escaped from a failed impoundment and inundated surrounding communities, served as a global wake-up call about the catastrophic potential of containment failures. The event prompted many jurisdictions, including Australian regulators, to revisit dam safety classifications and freeboard requirements for residue storage areas.
The Environmental Risks That Persist Despite Containment
Groundwater and Soil Contamination Pathways
Even well-designed containment systems carry residual risk over the multi-decade operational lifespans typical of alumina refineries. Liner systems can degrade, seam failures can occur in geomembranes, and extreme rainfall events can overwhelm freeboard capacity. When caustic leachate migrates beyond containment boundaries, the consequences for surrounding soils and groundwater are severe.
Soil alkalinisation destroys the structural and biological properties of agricultural and native soils, with pH values above 9 being lethal to most plant root systems. Furthermore, several Australian refineries sit in proximity to sensitive coastal ecosystems, including wetlands and Ramsar-listed sites, where even low-level alkaline contamination can trigger cascading ecological impacts.
Atmospheric Dust: The Less Visible Risk
Dry stacking, while superior to wet slurry storage on most environmental metrics, creates a new hazard pathway: wind erosion of exposed residue surfaces during dry periods. Fine alkaline particulates dispersed during wind events can travel considerable distances, depositing on surrounding vegetation, agricultural land, and water bodies.
Dust suppression strategies employed at Australian sites include chemical dust suppressants applied to exposed surfaces, progressive revegetation of completed storage cells, and windbreak establishment around facility perimeters. The effectiveness of these measures is highly site-specific and depends heavily on local wind regimes and the moisture content of the residue surface layer.
Post-Closure: The Perpetual Care Problem
Perhaps the least-discussed dimension of bauxite processing red mud Australia is what happens after a refinery closes. Residue storage areas do not simply stabilise and become benign over time. The alkalinity of untreated red mud can persist for decades to centuries without active intervention, meaning that post-closure monitoring, maintenance, and leachate management obligations can extend indefinitely.
Australian state legislation requires operators to establish financial assurance mechanisms, typically in the form of bonds or trust funds, calibrated to cover the estimated cost of post-closure rehabilitation and monitoring. The adequacy of these mechanisms has been questioned by environmental researchers who argue that the long-term liability of red mud storage is systematically undervalued in current assurance frameworks.
Rehabilitation Research: Can Red Mud Become Productive Land?
The Chemistry of Conversion: From Alkaline Waste to Functional Soil
Converting red mud into a substrate capable of supporting plant life requires solving three interconnected problems simultaneously: reducing pH to within the range tolerable by target plant species (generally below pH 8.5), improving the physical structure of what is initially a dense, poorly draining material, and introducing the biological community of microorganisms that healthy soil function depends on.
The most widely researched amendment strategy centres on gypsum (calcium sulphate) application, which works through a cation exchange mechanism where calcium ions displace sodium ions from the residue's exchange sites. This simultaneously reduces pH, flocculates the fine particle structure to improve drainage, and reduces the exchangeable sodium percentage (ESP) that is responsible for much of red mud's hostility to plant growth. Organic matter incorporation, through compost, biosolids, or green waste, provides carbon substrates for microbial colonisation and further improves soil physical properties.
Field Trials at Gove: A Template for Accelerated Rehabilitation
The most significant Australian contribution to bauxite residue rehabilitation science in recent years has emerged from the Gove alumina refinery site in the Northern Territory. Research conducted through a collaboration between Rio Tinto and the University of Queensland targeted the conversion of highly alkaline and saline residue areas into ecologically functional land, using a protocol combining targeted chemical amendments with biological inoculation.
The findings from these trials are genuinely striking for the industry: carefully engineered amendment protocols were demonstrated to enable plant establishment on some of the most chemically hostile bauxite residue within 2 to 3 years, a compression of timelines that had previously been measured in decades. Species reintroduction trials tracked both establishment rates and ecological function indicators, providing a dataset that has implications well beyond the Gove site.
The Gove rehabilitation model is significant not merely as a technical achievement but as a proof of concept for the entire Australian alumina sector. If rehabilitation can be accelerated to a 2 to 3 year timeframe even under the challenging climatic and chemical conditions of the Northern Territory, the economics of post-closure liability change substantially.
Internal Reuse of Coarse Residue Fractions
During residue processing, the output stream can be separated into coarse and fine fractions with meaningfully different physical and chemical properties. The coarse fraction, which behaves more like a granular material than a fine silt, has found application within residue storage areas themselves as drainage layer material between stacked lifts, and as capping material for completed cells to reduce surface erosion.
While this internal reuse does not reduce the total volume of residue requiring long-term management, it represents a legitimate operational optimisation that improves the structural integrity of storage areas and reduces dust generation from finished surfaces.
Red Mud as a Resource: The Circular Economy Case
Critical Minerals Locked in Bauxite Residue
One of the most consequential emerging perspectives on red mud is the growing recognition that it contains meaningful concentrations of critical minerals, particularly scandium, which is present in Australian bauxite residues at concentrations ranging from approximately 50 to 150 parts per million depending on the ore source. While these concentrations are lower than primary scandium deposits, the sheer volume of accumulated residue stockpiles means the aggregate contained metal is substantial.
Scandium is attracting particular attention because of its role in solid oxide fuel cells and as an aluminium alloy strengthener, with even small additions (typically 0.1 to 0.3 percent by weight) dramatically improving strength and weldability. The global scandium market is small but tightly supplied, creating a structural price environment where even modest recovery yields could be commercially meaningful.
Beyond scandium, rare earth elements including lanthanum, cerium, neodymium, and praseodymium are present in Australian red mud at concentrations that European research programs have demonstrated are technically recoverable using hydrometallurgical processes, though commercial-scale demonstration remains limited.
Construction Material Applications
| Application | Technical Basis | Current Maturity | Key Barrier |
|---|---|---|---|
| Portland cement partial substitution | Sintering neutralises alkalinity; iron and aluminium oxides contribute to clinker chemistry | Pilot to early commercial | Consistency of residue composition |
| Geopolymer concrete | Alkali-activated binder using red mud as supplementary cementitious material | Laboratory to pilot | Standards approval |
| Road base and embankment fill | Structural fill in low-load applications after neutralisation | Trial stage | Regulatory classification |
| Brick manufacture | High-temperature sintering converts residue into stable ceramic material | Pilot | Scale and transport economics |
Carbon Mineralisation: A Dual-Purpose Solution
Perhaps the most intellectually elegant potential application for red mud is its use as a medium for carbon dioxide mineralisation. The high alkalinity that makes red mud environmentally problematic also makes it chemically reactive with CO₂, through a process where carbon dioxide dissolves in the alkaline pore water and reacts with calcium and magnesium compounds to form stable carbonate minerals.
Pilot-scale carbonation experiments have demonstrated that this reaction simultaneously neutralises pH, as the alkalinity is consumed by the mineralisation reaction, and sequesters carbon dioxide in a geologically stable mineral form. The dual benefit is commercially interesting in the context of Australian Carbon Credit Unit (ACCU) frameworks, and the mining decarbonisation benefits extend further still: operators could potentially generate carbon credits while simultaneously solving a waste neutralisation problem, creating a financial incentive that does not currently exist for conventional storage approaches.
The technology readiness level for red mud carbonation currently sits at approximately TRL 4 to 5 (laboratory to small pilot scale), meaning commercial deployment is likely a decade or more away without sustained research investment. However, the theoretical carbon sequestration potential of Australia's accumulated residue stockpiles is considerable, and several university research groups are actively pursuing scale-up pathways.
The next major ASX story will hit our subscribers first
Australia's Seven Refineries: A Sector-Wide Snapshot
| Refinery | Location | Primary Storage Method | Notable Activity |
|---|---|---|---|
| Wagerup | Western Australia | Dry stacking | Ongoing progressive rehabilitation of completed cells |
| Pinjarra | Western Australia | Dry stacking | ANCOLD-compliant engineered containment design |
| Kwinana | Western Australia | Dry stacking | Long-term closure planning underway |
| Worsley (Collie) | Western Australia | Dry stacking | Integrated water management and recovery systems |
| Gladstone (QAL) | Queensland | Seawater neutralisation combined with storage | Species reintroduction and ecological monitoring programs |
| Yarwun | Queensland | Dry stacking | Advanced dewatering technology trials |
| Gove | Northern Territory | Wet and transitional systems | Rio Tinto and University of Queensland rehabilitation research |
Note: Storage method classifications are indicative based on publicly available operational and environmental reporting data. Readers should consult individual operator environmental impact statements and annual environmental reports for current facility configurations.
Regulatory Frameworks: Federal, State, and International Context
How Australian Law Governs Residue Management
The regulatory architecture governing bauxite residue in Australia operates across multiple jurisdictional layers. At the federal level, expansions of residue storage areas that trigger prescribed thresholds under the Environment Protection and Biodiversity Conservation (EPBC) Act require Commonwealth approval, particularly where proximity to matters of national environmental significance, including listed threatened species or Ramsar wetlands, is involved.
At the state level, Western Australia's Environmental Protection Authority, Queensland's Department of Environment and Science, and the Northern Territory EPA each maintain licensing regimes that specify operating conditions, monitoring requirements, and rehabilitation obligations for individual refinery sites. A persistent inconsistency across these frameworks is the classification of red mud itself: whether it constitutes a hazardous waste under state waste legislation has direct implications for permissible disposal and reuse pathways, and the answer varies by jurisdiction.
Lessons From International Disasters and Best Practice
The 2010 Ajka disaster in Hungary remains the most consequential red mud containment failure in recorded history. The collapse of an impoundment retaining wall released approximately 1 million cubic metres of highly alkaline residue across more than 40 square kilometres of agricultural and urban land, causing fatalities, widespread ecological damage, and long-term soil contamination. Structural analysis of the failure identified a combination of inadequate freeboard, foundation instability, and deferred maintenance as contributing factors.
Brazil's regulatory response to the Brumadinho tailings dam failure in 2019, while involving iron ore tailings rather than bauxite residue, has nonetheless influenced how Australian regulators approach the broader category of large residue impoundments, particularly regarding the phase-out of upstream construction methods and the strengthening of independent dam safety review requirements.
Best Practice: A Framework From Operations Through Closure
Operational Phase Priorities
- Optimise Bayer process caustic recovery circuits to minimise residual sodium hydroxide loading in output residue
- Implement high-density thickening as standard practice to maximise process water recovery before storage placement
- Default to dry stacking for all new and expanded storage cells, eliminating wet slurry pond expansion
- Establish real-time groundwater monitoring networks with automated alert thresholds around storage area perimeters
Rehabilitation Phase Protocol
- Conduct detailed geochemical characterisation of residue across the storage area to map variability in pH, salinity, and exchangeable sodium percentage
- Design and apply gypsum and organic matter amendment programs tailored to specific residue chemistry zones
- Introduce pioneer plant species with demonstrated tolerance of residual alkalinity and elevated salinity conditions
- Monitor ecological recovery against defined metrics including vegetation cover, species diversity, and soil biological activity over a 2 to 5 year establishment period
- Progress toward formal ecological certification and regulatory closure sign-off under applicable state frameworks
Circular Economy Integration Phase
- Commission geochemical assays of legacy residue stockpiles specifically targeting scandium, REE, and titanium dioxide concentrations
- Evaluate construction material applications, particularly cement substitution and geopolymer concrete, based on local market economics and transport distance
- Pilot carbon mineralisation protocols on representative residue samples and assess carbon credit generation potential under current ACCU methodologies
- Engage proactively with state EPAs to establish regulatory pathways for beneficial reuse classifications that do not currently exist in most jurisdictions
Frequently Asked Questions: Bauxite Processing Red Mud Australia
What is red mud and where does it come from in Australia?
Red mud, technically termed bauxite residue, is the alkaline waste slurry generated when bauxite ore is processed into alumina using the Bayer process. Australia's seven alumina refineries produce millions of tonnes of this material annually, stored in purpose-built containment infrastructure across Western Australia, Queensland, and the Northern Territory. The leading bauxite mines globally provide useful context for understanding the scale of residue generation across different operating environments.
Is red mud classified as toxic or hazardous?
Red mud is not acutely toxic in the conventional sense, but its pH range of 10 to 13 creates significant hazard potential for soils, groundwater, and aquatic ecosystems if containment is breached. Trace concentrations of heavy metals, including chromium and vanadium, are present in some residue streams at levels that warrant careful management under state environmental protection frameworks.
How long does bauxite residue rehabilitation take?
Historically, meaningful ecological rehabilitation of bauxite residue areas was considered a multi-decade undertaking. Recent field research from the Gove site in the Northern Territory has demonstrated that targeted chemical and biological amendment protocols can enable plant establishment within 2 to 3 years on even highly alkaline and saline residue, subject to appropriate amendment design and ongoing monitoring.
Can red mud be commercially recycled?
Multiple reuse pathways are under active investigation, including critical mineral extraction (particularly scandium and rare earth elements), partial substitution in cement and geopolymer concrete manufacture, road base applications, and carbon dioxide mineralisation for sequestration credit generation. Commercial adoption remains constrained by processing economics, residue composition variability, and the absence of regulatory frameworks that facilitate beneficial reuse classification in most Australian jurisdictions.
What regulations apply to red mud storage?
Residue storage in Australia is governed by federal EPBC Act obligations where nationally significant environmental values are nearby, state EPA licensing requirements, ANCOLD dam safety guidelines for large residue impoundments, and state-level financial assurance requirements covering post-closure monitoring and rehabilitation obligations.
The Decade Ahead: Three Scenarios for Australian Bauxite Residue
The trajectory of bauxite processing red mud Australia over the coming decade will likely resolve into one of three broad pathways, each with materially different implications for the alumina sector's long-term environmental and financial position. Discussions at forums such as the bauxite and alumina conference are increasingly focused on precisely these questions.
Scenario 1: Incremental Progress. Dry stacking becomes universal across all seven refineries, rehabilitation timelines shorten modestly through wider adoption of gypsum amendment protocols, and post-closure financial assurance requirements are progressively strengthened. Residue volumes continue to grow with alumina production, but per-tonne environmental impact decreases. This is the most probable near-term outcome.
Scenario 2: Critical Mineral Breakthrough. Commercial-scale scandium and REE recovery from red mud becomes economically viable, driven by sustained high prices for these materials in clean energy supply chains. This transforms the residue from a pure liability into a feedstock with positive economic value, fundamentally altering the investment case for residue processing infrastructure. European pilot programs are the most advanced globally in this direction, and the top aluminium producers with high-scandium bauxite sources are well positioned to follow.
Scenario 3: Integrated Policy and Market Convergence. Carbon credit frameworks, construction material standards, and rehabilitation incentive mechanisms align simultaneously to create a comprehensive ecosystem of financial and regulatory drivers for residue valorisation. In this scenario, red mud carbonation generates ACCU revenue, geopolymer concrete standards open construction markets, and tightened post-closure bonding requirements make indefinite storage financially unattractive relative to active processing alternatives.
The structural forces pushing toward Scenario 3 are real and strengthening. Critical mineral demand, carbon market development, and tightening environmental liability frameworks are converging in a way that makes the economics of bauxite residue valorisation meaningfully more attractive than they were even five years ago. Whether that convergence accelerates fast enough to reshape current operational decisions is the central question for the Australian alumina sector's environmental future.
Readers seeking additional technical context on bauxite residue management in Australia may find value in reviewing publicly available environmental impact statements and annual environmental reports published by major Australian alumina refinery operators, as well as technical guidance documents published by the Australian Aluminium Council covering residue storage design and rehabilitation standards.
Want to Stay Ahead of the Next Major ASX Mineral Discovery?
Discovery Alert's proprietary Discovery IQ model delivers real-time alerts the moment significant mineral discoveries hit the ASX, turning complex data across more than 30 commodities into clear, actionable investment insights for both short-term traders and long-term investors. Explore historic discoveries and the returns they generated, then begin your 14-day free trial at Discovery Alert to position yourself ahead of the broader market.

