
July 14, 2026
The System Bottleneck Nobody Talks About
Every decade or so, bulk materials handling operations reach an inflection point where the traditional approach to performance improvement stops working. Individual equipment upgrades become marginal. Headcount additions yield diminishing returns. Capital expenditure on newer machines delivers less uplift than projected. What tends to remain invisible until this point is the nature of the real constraint: it is rarely the hardware itself, but the coordination gap between assets operating as separate entities rather than as a unified system.
This distinction sits at the heart of bulk materials handling system optimization and explains why so many technically capable sites consistently underperform against nameplate capacity. Understanding this gap, how it forms and how it can be closed, is the starting point for genuinely competitive BMH operations.
When big ASX news breaks, our subscribers know first
Why Individual Upgrades Create an Illusion of Progress
The Bottleneck Migration Problem
One of the most counterintuitive dynamics in bulk handling is that improving a single asset rarely improves overall system throughput. When one machine's capacity increases, the constraint simply shifts downstream. A faster reclaimer overloads a conveyor junction. An upgraded crusher creates queue buildups at the screening station. The bottleneck migrates, and the performance gap persists.
This phenomenon, sometimes called bottleneck migration, is well documented in operations research but remains underappreciated at the plant level. According to Metso's operational analysis, performance in complex handling environments is far more frequently constrained by how decisions are coordinated across the system than by the mechanical limits of any single piece of equipment.
The True Cost of Fragmented Operations
The financial consequences of uncoordinated BMH operations compound quietly across three dimensions:
- Throughput erosion: Cycle time inconsistencies and queue buildups prevent operations from reaching sustainable rated capacity, even when individual machines are functioning within specification.
- Cost per ton inflation: When assets run at variable utilisation rates, energy consumption per unit of material processed increases, and maintenance costs spike unevenly across the asset base.
- ESG exposure: Uncoordinated dust suppression, energy draw patterns, and incident-prone manual interventions all create measurable ESG liabilities that are increasingly scrutinised by investors, regulators, and the communities hosting these operations.
The Eight Operational Drivers That Define Performance
World-class bulk materials handling systems are assessed across eight interconnected performance dimensions. Treating any one of these in isolation produces an incomplete picture and, frequently, a misleading one.
| Performance Pillar | Why It Cannot Be Managed in Isolation |
|---|---|
| Throughput and asset productivity | Throughput is a system output, not a machine output |
| Cost per ton | Determined by system coordination efficiency, not individual machine efficiency |
| Availability and reliability | Cascading failure modes link assets across the chain |
| Safety and risk reduction | Incident probability rises with manual intervention frequency |
| Operational consistency and quality | Grade variability reflects coordination gaps, not just feed variation |
| Responsiveness and flexibility | Recovery speed after disturbance is a system property |
| Workforce sustainability | Cognitive load on operators reflects system design choices |
| ESG and social licence | Emissions, noise, and dust outcomes are byproducts of system behaviour |
Optimizing a single machine in isolation often shifts the system bottleneck rather than eliminating it. Genuine performance gains require coordinating all eight operational drivers simultaneously across the full handling chain.
What Actually Limits Performance at Well-Run Sites
Human Decision Variability
Even highly experienced operators make different decisions under pressure. Shift-to-shift variability in stacker positioning, reclaimer sequencing, and feed rate adjustment accumulates over weeks and months into measurable throughput gaps. This is not a criticism of the workforce; it is a structural feature of any complex system where humans must make real-time decisions with incomplete information and time pressure.
Furthermore, data-driven mining operations have demonstrated that replacing subjective operator judgement with structured, sensor-informed decision support can meaningfully close this variability gap without reducing workforce engagement.
Local Optimization vs. System-Level Coordination
The following table illustrates how common root causes of underperformance differ in both impact and addressability:
| Root Cause | Typical Performance Impact | Recovery Difficulty |
|---|---|---|
| Human decision variability | Inconsistent cycle times, queue buildup | Moderate, addressable through automation |
| Local-only optimization | Bottleneck migration between assets | High, requires system-wide redesign |
| Slow disturbance recovery | Extended stabilisation periods post-event | Moderate, addressable through real-time coordination |
| Conservative operating buffers | Reduced throughput, elevated cost per ton | Low, addressable with confidence in operating limits |
The Hidden Throughput Tax of Risk-Averse Buffers
One underappreciated performance drain is the deliberate operating margin that teams build into their day-to-day decisions when they lack confidence in system limits. Running conveyors at 85% of rated speed, maintaining larger-than-necessary stockpile buffers, and delaying reclaimer sequencing until conditions are clearly stable are all rational responses to uncertainty. Collectively, however, they represent a significant throughput tax. Integrated automation can remove this tax by providing real-time confidence in safe operating envelopes.
Mapping and Redesigning a BMH Workflow: A Step-by-Step Approach
Achieving system-level performance begins with a disciplined workflow mapping process before any equipment decisions are made.
- Define material properties first. Particle size distribution, bulk density, moisture content, and abrasiveness determine everything downstream. Generic equipment selections made without this data will consistently underperform.
- Trace the complete material path. Map every transfer point, elevation change, hold point, and potential queue location from receiving to final discharge or vessel loading.
- Identify inefficiencies embedded in the layout. Redundant transfer points, unnecessary direction changes, and avoidable elevation drops all add energy consumption, wear, and failure risk without adding value.
- Set quantified targets across all eight performance pillars. Vague goals like "improve throughput" generate vague results. Specific targets such as a defined loading rate in tonnes per hour or a maximum cost per tonne create measurable accountability.
- Select components to match the workflow. This is the sequence that most modernisation projects reverse. Equipment should be specified to serve the process design, not constrain it.
Planning Checklist Before Any Equipment Specification:
- Document particle size, bulk density, moisture content, and abrasiveness for all material streams
- Record every elevation change, hold point, and transfer station across the full material path
- Measure ceiling heights, aisle widths, and utility access constraints
- Align conveying rates and storage volumes with realistic peak demand scenarios
- Confirm maintenance accessibility for all shortlisted components before finalising selection
How Automation Transforms System-Level Performance
The broader shift towards mining automation trends has accelerated the adoption of integrated control systems that coordinate entire handling chains rather than individual machines. Consequently, operations that have embraced this shift are now setting new performance benchmarks across throughput, safety, and cost efficiency.
Real-Time Stockpile Visibility
One of the most significant intelligence gaps in traditional BMH operations is the inability to see the stockpile accurately in real time. Manual inspections and periodic surveys provide snapshots, but the stockyard is a dynamic environment where bench heights, material segregation, and reclaim pathways change continuously. Three-dimensional laser scanning integrated with operational software addresses this gap directly, providing operators and automated systems with continuous spatial awareness that underpins effective reclaimer sequencing and grade blending decisions.
AI-Driven Flow Optimisation and Virtual Commissioning
Machine learning algorithms applied to continuous sensor data can identify patterns in flow rate degradation, equipment stress indicators, and grade variability that no human observer could reliably detect across a full shift. The growing capability of AI-powered mining efficiency tools means these systems can now be validated through virtual simulation before physical deployment, reducing commissioning risk and accelerating time to value.
Traditional vs. Integrated Automation: A Capability Comparison
| Capability | Traditional Operations | Integrated Automation |
|---|---|---|
| Stockpile monitoring | Manual inspection, periodic surveys | Real-time 3D laser scanning |
| Bottleneck response | Reactive, shift-based | Predictive, automated adjustment |
| Grade control accuracy | Variable, operator-dependent | Up to 99% accuracy from stockyard to vessel |
| Disturbance recovery | Hours to stabilise | Near-real-time recoordination |
| Decision consistency | Shift-to-shift variability | Repeatable, system-driven decisions |
The next major ASX story will hit our subscribers first
Energy Efficiency Strategies That Reduce Cost Per Ton
Energy is one of the most controllable cost components in a bulk handling operation, yet it is frequently managed at the machine level rather than the system level. Several well-established strategies can deliver meaningful reductions:
- Variable Frequency Drives (VFDs) on conveyors allow belt speed to be matched precisely to material flow requirements. Published industry data suggests energy savings of up to 30% are achievable on conveyor drives during partial-load operating periods when VFDs replace fixed-speed alternatives.
- SCADA-driven speed optimisation extends this logic across the full conveying network, dynamically adjusting belt speeds during low-load periods rather than running all assets at full draw regardless of demand.
- Eliminating unnecessary transfers and direction changes during the design or redesign phase reduces both energy consumption and wear rates on belts, idlers, and transfer chutes, delivering a compound improvement in both operating cost and maintenance intervals.
In addition, sensor-based ore sorting technologies can complement these efficiency gains by reducing the volume of low-value material entering the handling chain in the first place.
Predictive Maintenance and IoT Integration
From Time-Based to Condition-Based Servicing
Traditional maintenance schedules are built around time intervals, which are inherently conservative. Replacing bearings at a fixed interval means replacing many bearings that still have useful life remaining, while occasionally missing a bearing that is degrading faster than the schedule anticipates. Condition-based maintenance, enabled by continuous vibration and temperature monitoring, replaces this blunt instrument with targeted intervention based on actual asset condition.
The financial case for this shift is compelling. Unplanned downtime in a bulk terminal or mining handling chain typically costs multiples of the planned maintenance cost it avoids. When predictive systems catch an impending failure before it cascades, the avoided cost includes not just the component itself but the downstream production loss, emergency labour premiums, and potential secondary damage to connected assets. Furthermore, predictive maintenance in mining programmes have demonstrated that condition-based servicing consistently extends asset life beyond what fixed-interval schedules can achieve.
Inspection Cadence Framework
A structured maintenance approach typically includes:
- Daily: Visual inspections of belt tracking, transfer point condition, and dust suppression system function
- Weekly: Lubrication checks, idler rotation assessment, and sensor calibration verification
- Monthly: Full conveyor tension checks, drive component thermal imaging, and predictive model recalibration based on accumulated sensor data
Documented Outcomes from End-to-End Optimisation
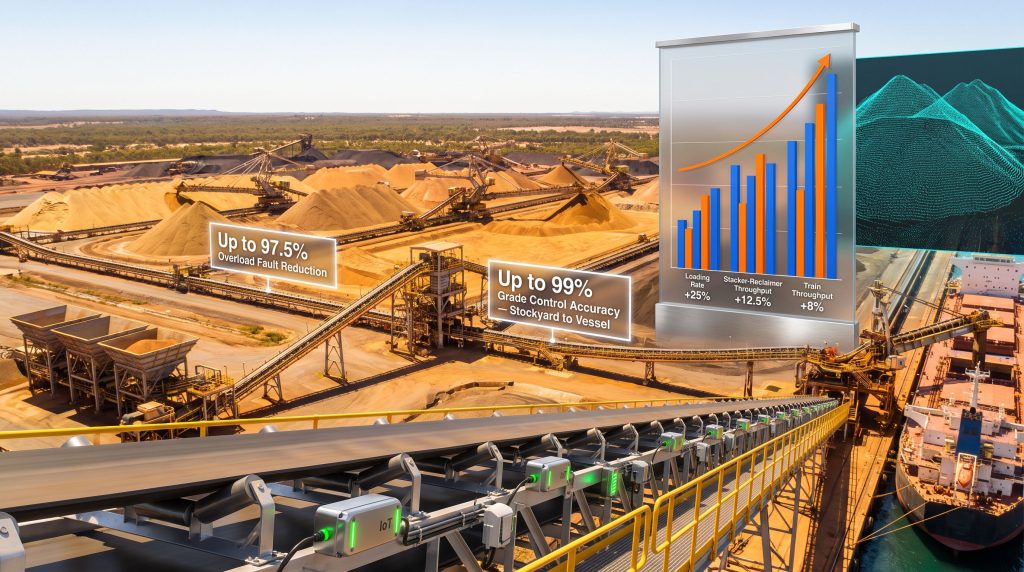
The performance improvements achievable through coordinated bulk materials handling system optimisation are not theoretical. Documented results from real-world bulk terminal and mining operations include:
| Performance Metric | Documented Improvement Range |
|---|---|
| Loading rate from manually operated equipment | Up to 25% increase |
| Stacker-reclaimer throughput via semi-automated optimisation | Up to 12.5% improvement |
| Overload fault reduction | Up to 97.5% decrease |
| Train throughput uplift | Up to 8% increase |
| Material grade control accuracy from stockyard to vessel | Up to 99% |
These outcomes reflect results from actual bulk terminal and mining operations, not controlled laboratory conditions. Safety records of more than 5,000 vessels loaded without incident demonstrate that coordinated system operation improves both commercial and safety performance simultaneously.
A strong benchmark for what disciplined coordination delivers at scale is Port Waratah Coal Services (PWCS) in Newcastle, New South Wales, one of the world's largest coal export terminals. PWCS has built a sustained reputation for stockyard coordination and ship loading consistency, achieving near-record throughput levels through operational discipline rather than continuous capital expansion. The lesson for both greenfield designers and brownfield modernisation teams is that coordination built into the operating model from the outset outperforms coordination bolted on as an afterthought.
Building the Business Case for BMH System Optimisation
The financial logic for integrated BMH optimisation becomes clear when the throughput gap is quantified against realistic margin assumptions. According to market research on bulk material handling systems, the global sector is expanding rapidly as operators recognise the compounding value of system-level coordination over isolated equipment investment.
Illustrative Scenario: A bulk export terminal handling 30 million tonnes per annum with a 10% throughput gap versus nameplate capacity, attributable to uncoordinated stacker-reclaimer scheduling and manual grade blending, represents a significant unrealised revenue position. Closing half that gap through integrated automation, representing a 5% throughput improvement, would add 1.5 million tonnes annually. At a net margin of $5 per tonne, that translates to $7.5 million in annual value creation before energy savings, maintenance cost reductions, and safety incident avoidance are included in the calculation. This is a conservative framing and actual outcomes will vary by site.
Common objections to BMH optimisation investment typically centre on integration complexity, workforce displacement concerns, and uncertainty about achievable returns. Each of these is best addressed through operational data from comparable deployments rather than vendor projections alone. A structured engagement pathway that includes site survey, technical alignment, and phased commissioning reduces implementation risk and builds the confidence that hesitant operations need to move forward.
Frequently Asked Questions: Bulk Materials Handling System Optimisation
What is bulk materials handling system optimisation?
It is the process of coordinating all components of a bulk material handling chain, from receiving and storage through to loading and dispatch, to maximise system-level performance across throughput, cost, safety, and quality simultaneously.
What distinguishes equipment-level optimisation from system-level optimisation?
Equipment-level optimisation improves the performance of a single asset. System-level optimisation coordinates decisions across all assets to prevent bottleneck migration and minimise the compounding effects of individual inefficiencies on overall output.
How much can automation improve throughput?
Documented outcomes from real operations range from an 8% uplift in train throughput to a 25% increase in loading rates from previously manually operated equipment, depending on the baseline coordination gap and the degree of automation applied.
What role does predictive maintenance play?
It shifts maintenance from fixed-interval time-based replacement to condition-triggered intervention, reducing unplanned downtime, extending asset life, and lowering the total cost of maintaining a complex handling system.
Can brownfield operations be upgraded without full system replacement?
Yes. Phased modernisation approaches, beginning with electrical and instrumentation upgrades and progressive automation layer integration, allow existing operations to capture system-level benefits without requiring wholesale equipment replacement.
Which industries benefit most from BMH optimisation?
The principles apply across any bulk commodity operation, including coal, iron ore, copper, bauxite, grain, and potash handling. Port terminals, mine-site handling facilities, and processing plant feed systems all represent high-value application environments.
The Strategic Shift: From Asset Management to System Intelligence
The era of meaningful performance gains from isolated equipment upgrades is reaching its practical ceiling at most mature BMH operations. The sites that will define competitive benchmarks over the next decade are those that make the strategic shift from managing individual assets to orchestrating integrated systems.
This shift does not diminish the importance of mechanical quality, component reliability, or skilled workforce capability. It amplifies all three by placing them within a coordination framework that makes performance repeatable, recovery from disturbance faster, and the operating envelope genuinely understood rather than conservatively approximated.
Building that coordination into the operating model from the outset, whether in a greenfield design or a brownfield modernisation, is the distinguishing principle of operations that consistently outperform their peers. The next performance frontier is system-level, and the organisations that reach it first will not simply be running better equipment. They will be running a smarter system.
Readers seeking to deepen their understanding of bulk materials handling system design and operational optimisation practice can explore additional resources through Metso's Insights library at metso.com/insights, which covers material handling, process optimisation, automation, and mining operations in depth.
Want to Know Which ASX Companies Are Advancing Bulk Materials and Mining Infrastructure?
Discovery Alert's proprietary Discovery IQ model scans ASX announcements in real time, instantly identifying significant mineral discoveries across more than 30 commodities — from iron ore to copper — and delivering actionable alerts before the broader market reacts. Explore historic discoveries and their returns to understand the potential scale of early-mover advantage, then begin your 14-day free trial at Discovery Alert to position yourself ahead of the next major find.

