
June 7, 2026
China's industrial policy framework has systematically consolidated rare earth production through a small number of large-scale operators, with state-owned enterprises leveraging both geological advantages and coordinated investment strategies. This concentration extends beyond simple resource extraction into sophisticated processing, separation, and downstream manufacturing capabilities that require decades to replicate. The resulting supply architecture represents a fundamental shift from market-driven competition toward strategic resource management aligned with national industrial objectives.
Modern rare earth supply chains involve complex technical processes where incremental efficiency improvements compound into significant competitive advantages. Advanced separation technologies, precision purification methods, and integrated downstream manufacturing create barriers to entry that extend far beyond capital requirements. Understanding these dynamics requires examining how leading operators structure their operations, manage technological development, and coordinate market positioning across global supply networks, particularly as the critical minerals energy transition accelerates demand for these essential materials.
Understanding Polymetallic Resource Integration Strategies
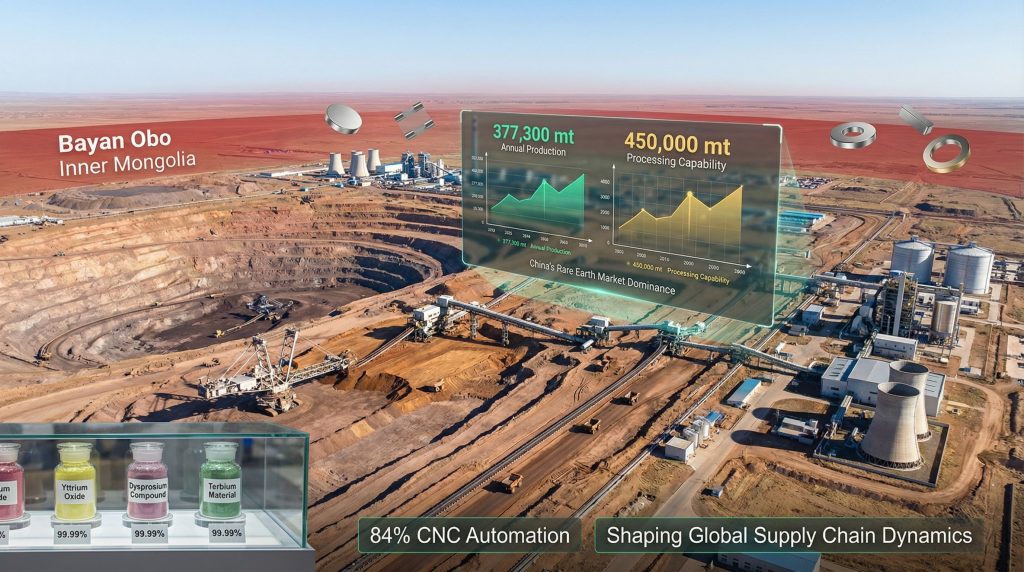
The Bayan Obo deposit in Inner Mongolia represents a unique geological formation where rare earth elements occur alongside iron ore, niobium, and fluorite in commercially extractable concentrations. This polymetallic structure enables integrated extraction operations that distribute capital costs across multiple revenue streams while achieving operational efficiencies unavailable to single-commodity producers. Furthermore, the integration of polymetallic nodules extraction strategies demonstrates how modern mining operations maximise resource utilisation. Current geological assessments indicate the deposit contains over 35 million metric tons of rare earth oxides, representing approximately 40% of global known reserves.
The geological advantages extend beyond simple resource quantity to encompass grade consistency and mineral composition. Light rare earth elements comprise the majority of the deposit, with cerium and lanthanum concentrations exceeding 50% of total rare earth content. However, the presence of medium and heavy rare earth elements, including dysprosium, terbium, and yttrium at concentrations of 2-5%, provides access to the most strategically valuable components of the rare earth spectrum.
Polymetallic extraction creates significant cost allocation benefits that single-commodity rare earth projects cannot achieve. When rare earth elements are extracted as co-products with iron ore, the allocated production costs can be 30-50% lower than dedicated rare earth mining operations. This cost structure advantage becomes particularly important during market downturns when maintaining operational continuity depends on distributed revenue streams rather than single-commodity price exposure.
Processing infrastructure at Bayan Obo includes dedicated flotation circuits, magnetic separation systems, and acid leaching facilities designed to handle the complex mineralogy of the deposit. The integration of fluorite recovery operations is particularly strategic, as fluorite serves as a critical input for rare earth acid leaching processes. This creates a closed-loop system where fluorite production supports rare earth processing while generating additional revenue streams.
Reserve longevity modelling based on current extraction rates suggests the deposit can maintain production levels exceeding 100,000 metric tons annually for multiple decades. However, these projections depend on continued technology improvements in extraction efficiency and the development of processing methods for lower-grade ore bodies as higher-grade sections are depleted.
When big ASX news breaks, our subscribers know first
Examining Vertical Integration in Critical Mineral Value Chains
Integrated rare earth operations encompass mining, concentration, chemical processing, element separation, purification, and downstream manufacturing within coordinated corporate structures. This vertical integration model contrasts sharply with Western industry practices where specialised companies focus on specific value chain segments. The Baogang Group rare earth strategy demonstrates how state-owned enterprises can leverage integration to capture margin at each processing stage while maintaining supply chain control.
Current operational data indicates Baogang accounts for approximately 62% of Baotou region rare earth output, with an 85% local conversion rate meaning the vast majority of extracted concentrate undergoes further processing domestically rather than export as intermediate products. This conversion metric represents a strategic shift from raw material export toward value-added manufacturing, aligning with Chinese industrial policies promoting domestic value capture.
The technical complexity of rare earth separation creates significant barriers to competitive entry. Individual rare earth elements exhibit nearly identical chemical properties, requiring sophisticated separation processes using solvent extraction, ion exchange, or selective precipitation methods. Achieving commercial-grade purity levels of 99.99% for critical elements like dysprosium and terbium requires multiple processing stages and precise process control that takes years to optimise.
| Processing Stage | Technical Complexity | Capital Requirements | Time to Optimise |
|---|---|---|---|
| Mining & Concentration | Moderate | $200-500M | 2-3 years |
| Chemical Processing | High | $300-800M | 3-5 years |
| Element Separation | Very High | $500-1,200M | 5-8 years |
| Downstream Manufacturing | High | $100-400M | 2-4 years |
Technology transfer barriers emerge naturally from integrated operations because proprietary knowledge develops across multiple processing stages simultaneously. Companies attempting to replicate integrated capabilities face the challenge of mastering complex technical processes without access to operational experience or institutional knowledge accumulated over decades of production. This challenge is exemplified by the broader trends in mining industry evolution, which shows how technological advantages compound over time.
Digital transformation initiatives within integrated operations demonstrate how Industry 4.0 technologies enhance competitive advantages. Recent implementations of artificial intelligence and machine learning systems in rare earth processing have generated efficiency improvements of 15-20% through optimised process control, predictive maintenance, and quality management systems. These technological capabilities compound the advantages of vertical integration by improving operational performance across the entire value chain.
Analyzing Heavy Rare Earth Processing and Market Positioning
Heavy rare earth elements represent the most strategically critical segment of the rare earth market due to their indispensable applications in high-performance permanent magnets, defence systems, and advanced electronics. Global heavy rare earth production remains highly concentrated, with Chinese operators controlling approximately 85-90% of processing capacity for elements including dysprosium, terbium, and yttrium.
The Northern Rare Earth Phase II green smelting project represents a significant capacity expansion focused specifically on medium and heavy rare earth processing. While detailed project specifications remain proprietary, industry analysis suggests the expansion could increase regional heavy rare earth processing capacity by 20-30%. The "green smelting" designation indicates implementation of advanced environmental controls and energy efficiency measures addressing historical concerns about rare earth processing environmental impacts.
Technical specifications for heavy rare earth processing require precision equipment capable of managing complex chemical separations while maintaining product quality standards. Achieving 99.99% purity for heavy rare earth oxides demands sophisticated process control systems, high-grade chemical reagents, and specialised separation equipment. The investment requirements for heavy rare earth processing facilities typically exceed $100,000 per metric ton of annual processing capacity.
Automation integration in rare earth processing facilities has reached 80% in advanced operations, with computer numerical control (CNC) systems managing critical process variables including temperature, pH, reagent addition rates, and residence times. This automation level enables consistent product quality while reducing labour costs and human exposure to potentially hazardous processing chemicals.
Market demand for heavy rare earth elements is projected to grow significantly driven by electric vehicle adoption, wind energy expansion, and defence modernisation programmes. However, supply additions outside China remain limited due to technical barriers, capital requirements, and environmental considerations. This supply-demand imbalance suggests continued strategic importance for operators with established heavy rare earth processing capabilities, particularly given the increasing importance of defence-critical materials in national security planning.
Applications for heavy rare earth elements span critical technology sectors where no effective substitutes exist:
• Permanent magnets: Dysprosium and terbium additions increase coercivity and temperature stability in neodymium-iron-boron magnets
• Defence systems: Precision guidance systems, radar components, and electronic warfare equipment require high-purity heavy rare earth compounds
• Medical imaging: Gadolinium-based contrast agents and yttrium compounds in cancer treatment protocols
• Telecommunications: Erbium-doped fiber amplifiers and other optical communication components
• Advanced displays: Europium and terbium phosphors in LED and display applications
Evaluating Downstream Manufacturing and Market Expansion
Rare earth permanent magnet manufacturing represents the highest-value application for processed rare earth elements, with finished magnets commanding prices 10-20 times higher than the raw rare earth oxides used in their production. Commercial development of rare earth permanent magnet motors for industrial and consumer applications indicates strategic expansion into downstream markets where margin capture and customer relationships provide additional competitive advantages.
Electric vehicle supply chain positioning becomes increasingly critical as global EV adoption accelerates. Current EV production requires approximately 1 kilogram of rare earth elements per vehicle, primarily for traction motor permanent magnets. With global EV production projected to exceed 30 million units annually by 2030, automotive rare earth demand represents one of the largest growth markets for processed rare earth elements.
Wind turbine generator applications require substantial quantities of rare earth permanent magnets, with large offshore wind turbines utilising 600-1,000 kilograms of rare earth elements per unit. The expansion of offshore wind installations globally creates sustained demand for high-performance permanent magnets with the temperature stability and coercivity that heavy rare earth additions provide.
Industrial motor applications represent a significant but often overlooked market segment where rare earth permanent magnets enable efficiency improvements in manufacturing equipment, HVAC systems, and automation components. Commercialisation of micro and miniature rare earth permanent magnet motors expands applications into consumer electronics, automotive subsystems, and precision instruments.
Technical performance requirements for different applications drive specific rare earth element demand patterns:
• Automotive traction motors: High power density, temperature stability to 180°C, corrosion resistance
• Wind turbine generators: Long-term reliability, resistance to temperature cycling, mechanical durability
• Industrial automation: Precise speed control, low cogging torque, compact form factors
• Consumer electronics: Miniaturisation, cost optimisation, electromagnetic compatibility
Manufacturing quality control in magnet production requires sophisticated testing equipment and process monitoring systems. Magnet performance characteristics including remanence, coercivity, and energy product must be verified through magnetic property measurements, thermal cycling tests, and corrosion resistance evaluations.
Understanding Price Discovery Mechanisms and Market Coordination
The development of domestic rare earth price indices represents a fundamental shift in market structure from international exchange-based pricing toward regional market coordination mechanisms. The launch of a rare earth price index incorporating data from over 30 Baotou-based companies creates a centralised price discovery system that reflects regional production costs, supply conditions, and market dynamics.
Traditional rare earth pricing has relied on spot market transactions reported through international trading platforms and industry publications. These pricing mechanisms often suffered from limited transparency, transaction volume constraints, and information asymmetries between producers and consumers. A coordinated regional price index potentially addresses these limitations by aggregating transaction data from multiple participants while providing standardised pricing references.
Market coordination through pricing indices creates several strategic advantages for participating companies:
• Information standardisation: Consistent pricing data across multiple companies reduces transaction costs and market uncertainty
• Price signalling: Coordinated price discovery enables market participants to respond to supply and demand changes more effectively
• Market influence: Regional pricing indices can influence international benchmark prices through information leadership
• Supply chain transparency: Enhanced visibility into pricing trends supports long-term supply agreements and investment planning
The technical methodology for price index construction requires careful consideration of product specifications, transaction volumes, timing, and quality adjustments. Rare earth markets involve numerous product variations with different purity levels, chemical forms, and delivery terms that must be normalised for meaningful price comparison.
Pricing power consolidation through coordinated indices potentially reshapes global rare earth market dynamics by shifting price discovery from international exchanges toward domestic production centres. This geographic shift in pricing authority could influence international supply agreements, investment decisions, and strategic planning across global supply chains.
Production capacity utilisation rates provide important context for pricing dynamics. Current rare earth concentrate production of 377,300 metric tons against processing capacity of 450,000 metric tons suggests utilisation rates of approximately 84%. This capacity headroom enables production adjustments in response to market demand changes while maintaining pricing flexibility.
Examining Technology Innovation and Competitive Positioning
Research and development intensity exceeding 5% of revenue for consecutive years demonstrates substantial commitment to technology advancement across rare earth processing, environmental control, and downstream manufacturing. This R&D investment level significantly exceeds industry averages and reflects strategic positioning toward technology leadership in critical mineral processing, as detailed in Baogang's strategic acceleration in rare earths and green steel.
Current technology development encompasses 48 national and provincial-level projects spanning rare earth extraction, processing optimisation, environmental remediation, and advanced materials development. These research initiatives involve collaboration with academic institutions, government research centres, and international technology partners to advance state-of-the-art capabilities across the rare earth value chain.
Computer numerical control (CNC) automation implementation has reached 84% in steel operations and 80% in rare earth processing, indicating comprehensive digital transformation across integrated operations. This automation level enables consistent process control, quality management, and operational efficiency while reducing labour requirements and human exposure to hazardous materials.
Predictive maintenance systems utilising machine learning algorithms and sensor networks have reduced unplanned downtime by 15-25% while extending equipment lifespans and optimising maintenance schedules. These digital systems monitor equipment performance in real-time, identify potential failures before they occur, and optimise maintenance interventions to minimise production disruptions.
Green technology development focuses on environmental impact reduction while maintaining operational efficiency. Recent innovations include:
• Closed-loop processing systems: Minimising waste generation and water consumption through recycling and recovery
• Advanced emission controls: Reducing air pollutant emissions through improved filtration and treatment systems
• Energy efficiency optimisation: Implementing heat recovery systems and process optimisation to reduce energy consumption
• Waste valorisation: Converting processing by-products into useful materials rather than disposal
International market expansion for green industrial technologies indicates strategic positioning toward export markets with stringent environmental regulations. European market entry represents particular significance due to emerging supply chain due diligence requirements and carbon border adjustment mechanisms that favour environmentally compliant technologies.
Hydrogen infrastructure development, including China's first hydrogen refuelling station in Inner Mongolia, demonstrates technology diversification beyond core rare earth operations. This infrastructure investment supports broader industrial decarbonisation objectives while potentially creating new markets for hydrogen-powered mining and processing equipment.
The next major ASX story will hit our subscribers first
Assessing Geopolitical Implications and Strategic Dependencies
Critical mineral supply concentration creates significant strategic vulnerabilities for countries dependent on imported rare earth elements. Current global supply chain architecture places approximately 80% of rare earth mining and 90% of processing capacity under Chinese control, creating potential disruption risks for downstream industries including defence, renewable energy, and advanced manufacturing. This concentration reflects the broader pattern of Chinese mining expansion in strategic mineral sectors globally.
Strategic vulnerability assessment reveals particular concerns regarding heavy rare earth elements where alternative supply sources remain extremely limited. Elements including dysprosium, terbium, and yttrium are essential for high-performance applications with no effective substitutes currently available. This dependency extends beyond commercial considerations into national security implications for defence and critical infrastructure systems.
Technology transfer limitations compound supply chain vulnerabilities by restricting Western access to rare earth processing knowledge and capabilities. Sophisticated separation and purification technologies required for commercial rare earth production remain largely proprietary to established Chinese operators, creating barriers to alternative supply chain development.
Alternative supply chain development faces significant challenges including:
• Capital requirements: New rare earth processing facilities require investments of $500 million to $2 billion depending on scale and complexity
• Technical expertise: Limited availability of experienced personnel and institutional knowledge outside existing operations
• Environmental permitting: Strict environmental regulations in Western jurisdictions create lengthy approval processes for new facilities
• Economic viability: Competition with established, integrated operations makes new projects financially challenging
Critical mineral security policies in the United States, European Union, and allied nations increasingly recognise rare earth dependencies as strategic vulnerabilities requiring coordinated responses. Policy initiatives include strategic reserve development, domestic processing capacity incentives, and international cooperation frameworks for supply chain diversification.
Strategic reserve accumulation represents one near-term response to supply chain vulnerabilities, but effective reserves require consideration of product specifications, storage requirements, and rotation schedules to maintain material quality over time.
Independent pricing benchmark development outside Chinese influence represents a critical priority for reducing market manipulation risks and ensuring fair pricing for strategic materials. Alternative pricing mechanisms might include futures markets, industry consortiums, or government-backed pricing authorities in consuming countries, as highlighted in China's rare earth expansion strategy.
Defence implications of rare earth dependencies extend across multiple military systems including precision-guided munitions, electronic warfare equipment, radar systems, and communication technologies. Military specifications often require the highest-purity rare earth compounds with stringent quality control and supply chain security requirements.
Analyzing Environmental Challenges and Sustainability Considerations
Rare earth processing operations generate significant environmental challenges including radioactive waste management, heavy metal contamination risks, and substantial water consumption requirements. The Weikuang tailings dam system represents one of the world's largest rare earth waste storage facilities, containing over 200 million metric tons of tailings with approximately 7% rare earth grade.
Radioactive material handling protocols address naturally occurring radioactive elements including thorium, uranium, and their decay products that concentrate during rare earth processing. These materials require specialised storage, handling, and disposal procedures to prevent environmental contamination and worker exposure. Regulatory oversight includes radiation monitoring, containment verification, and long-term storage security measures.
Heavy metal contamination concerns include elevated concentrations of cadmium, lead, and other toxic elements in processing waste streams. Environmental protection measures include:
• Groundwater monitoring: Regular testing of water quality in surrounding areas to detect contamination
• Soil remediation: Treatment of contaminated areas through chemical stabilisation or physical removal
• Air quality control: Emissions monitoring and treatment systems to prevent atmospheric contamination
• Waste stabilisation: Chemical treatment of waste materials to reduce leaching and mobility
Community health considerations require ongoing medical monitoring of local populations and workers exposed to rare earth processing operations. Health surveillance programmes focus on respiratory impacts, heavy metal exposure, and radiation dose assessment to identify potential health effects and implement protective measures.
Circular economy principles in rare earth processing focus on maximising resource recovery while minimising waste generation. Recent innovations include:
• Tailings reprocessing: Advanced separation techniques to recover additional rare earth elements from historical waste
• Water recycling: Closed-loop water systems that eliminate discharge while recovering processing chemicals
• By-product utilisation: Converting fluorite, iron ore, and other co-products into commercial materials
• Energy recovery: Heat recovery systems that capture waste heat for other processing operations
Sustainability metrics increasingly influence international market access as customers and regulators implement environmental due diligence requirements. Green certification systems, carbon footprint assessments, and life-cycle analysis become competitive factors in global rare earth markets.
Environmental compliance costs represent significant operational expenses but also create competitive advantages for operators with advanced environmental controls. Companies with superior environmental performance may access premium markets while avoiding regulatory penalties and reputational risks.
Strategic Market Evolution and Future Scenarios
Global rare earth market structure faces potential transformation as geopolitical tensions, technology advancement, and environmental regulations reshape competitive dynamics. Three primary scenarios emerge for market evolution over the next decade, each with distinct implications for supply chains, pricing, and technology development.
What Does Continued Chinese Market Dominance Look Like?
This scenario assumes maintenance of current market structure with Chinese operators retaining 80-90% market share across mining, processing, and downstream manufacturing. Advantages include established infrastructure, technical expertise, and integrated operations. However, this scenario increases dependency risks for Western economies and may accelerate alternative supply chain development efforts.
How Would Diversified Supply Chain Development Emerge?
Alternative supply chain development succeeds in establishing meaningful competition through Western mining projects, processing facilities, and technology development. This scenario requires substantial capital investment, technology transfer, and government support but reduces strategic dependencies and creates competitive pricing dynamics.
Could a Hybrid Cooperation Model Work?
Strategic partnerships between Chinese operators and Western companies create shared technology development, joint ventures, and coordinated market development. This approach balances supply security with operational efficiency while maintaining competitive market dynamics.
Investment implications vary significantly across scenarios, with capital allocation strategies depending on expected market evolution pathways. Infrastructure development, technology advancement, and strategic positioning require different approaches under each scenario framework.
Technology leadership shifts may occur through breakthrough innovations in rare earth processing, alternative materials development, or recycling technologies. Areas of potential disruption include:
• Advanced separation techniques: New chemical processes that reduce cost and environmental impact
• Alternative materials: Substitutes for rare earth elements in specific applications
• Urban mining: Recovery of rare earth elements from electronic waste and end-of-life products
• Biotechnology approaches: Biological processing methods for rare earth extraction and purification
Market timing considerations become critical as supply chain transitions occur over multi-year periods with substantial lead times for project development, permitting, and construction. Early-stage positioning may capture competitive advantages while late entry faces established competition and higher capital costs.
Strategic stockpiling trends among major economies reflect growing recognition of supply chain vulnerabilities. Government reserves, industry stockpiles, and emergency allocation systems provide short-term supply security while alternative sources develop.
Implementation Frameworks for Stakeholders
Policymakers require comprehensive critical mineral security strategies that address immediate vulnerabilities while supporting long-term supply chain resilience. Priority areas include strategic reserve development, domestic processing capacity incentives, international cooperation agreements, and technology transfer controls.
Critical mineral security policies should encompass:
• Reserve management: Strategic stockpiles with appropriate product mix, rotation schedules, and emergency allocation procedures
• Domestic capacity development: Tax incentives, loan guarantees, and regulatory support for domestic mining and processing projects
• International cooperation: Partnerships with allied nations for shared supply chain development and technology advancement
• Technology sovereignty: Support for research and development in critical mineral processing and alternative materials
Investors and industry participants face complex risk-return trade-offs in critical mineral markets characterised by long development timelines, substantial capital requirements, and geopolitical uncertainties. Investment strategies must consider supply chain positioning, technology differentiation, and market timing across multiple scenario pathways.
Risk assessment frameworks should evaluate:
• Supply chain disruption: Probability and impact of supply interruptions across different time horizons
• Technology substitution: Potential for alternative materials or processes to displace rare earth demand
• Regulatory changes: Impact of environmental regulations, trade policies, and national security measures
• Market competition: Competitive dynamics as alternative supply sources develop
Due diligence processes for rare earth investments require technical expertise in geology, metallurgy, and chemical processing combined with geopolitical analysis and environmental assessment. Investment timelines typically span 5-10 years from initial development through commercial production, requiring patient capital and staged investment strategies.
Market positioning strategies must balance supply security against cost competitiveness while building customer relationships and technical capabilities. Successful market entry typically requires differentiated technology, superior environmental performance, or strategic customer partnerships that justify premium pricing during market development phases.
The Baogang Group rare earth strategy exemplifies how integrated operations, technology development, and market coordination create competitive advantages in critical mineral markets. However, this concentration of capabilities also highlights the strategic vulnerabilities facing Western economies dependent on Chinese rare earth supply chains. Consequently, understanding these operational dynamics becomes essential for policymakers, investors, and industry participants navigating the evolving critical mineral landscape.
This analysis is based on publicly available information and industry reporting. Readers should conduct independent research and consult qualified professionals before making investment or policy decisions related to critical mineral markets and supply chain strategies.
Curious About Revolutionary Resource Strategies?
Discover how complex, integrated operations are capturing market opportunities with Discovery Alert’s advanced real-time alert system, driven by the Discovery IQ model. Visit Discovery Alert’s discoveries page today for insights into impactful mineral discoveries and start your 30-day free trial to gain a strategic investment edge.

