
June 15, 2026
The Chemistry That Coking Coal Has Owned for Two Centuries
For roughly 200 years, the global steel industry has been chemically dependent on coking coal in a way that goes far deeper than simple energy use. Coal does not merely heat the blast furnace. It reacts with iron oxide, stripping away oxygen atoms to release metallic iron. That chemical role is what makes decarbonising steel production so structurally difficult. Swapping the fuel source does not solve the problem. The reductant itself must be replaced.
This is precisely the technical challenge that the HYBRIT initiative has been engineered to solve, and why the LKAB fossil-free iron sponge plant planned for Malmberget in northern Sweden represents one of the most consequential industrial infrastructure decisions in Europe's decarbonisation story.
Steel manufacturing is responsible for approximately 7 to 9% of global CO₂ emissions, making it one of the most emissions-intensive and hardest-to-abate industrial sectors on earth. Electrification, the default solution applied across transport and heating, cannot address the ore reduction step directly. Carbon must be chemically substituted, not simply switched off.
When big ASX news breaks, our subscribers know first
Direct Reduced Iron: The Technical Case for Replacing Carbon With Hydrogen
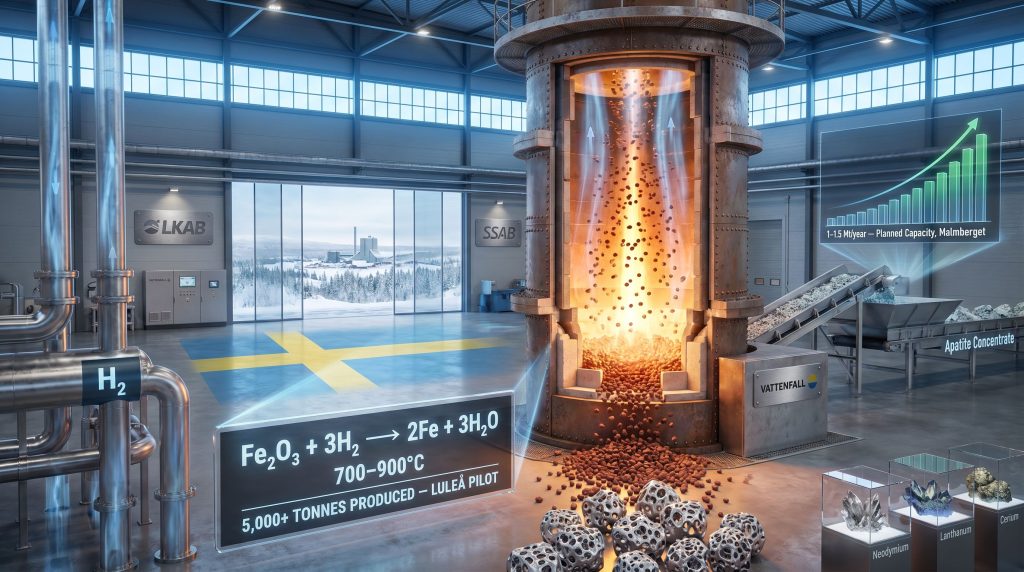
The process at the heart of HYBRIT's approach is called Direct Reduced Iron, or DRI. Unlike conventional blast furnace ironmaking, which melts ore at temperatures exceeding 1,500°C using coke-derived carbon monoxide as the primary reductant, the DRI method operates at significantly lower temperatures, typically between 700 and 900°C, and uses a gas-phase reductant to convert solid iron ore pellets into metallic iron without liquefying the material.
The output is a porous, solid product commonly known as sponge iron, named for its characteristic cellular structure after the oxygen has been chemically extracted. When hydrogen replaces natural gas or coal-derived gases as the reductant, the process is referred to as hydrogen-based DRI, or H-DRI. Furthermore, hydrogen iron ore reduction technologies like this are rapidly gaining traction across the global steel sector.
The fundamental chemical reaction is:
Fe₂O₃ + 3H₂ → 2Fe + 3H₂O
Iron oxide reacts with hydrogen, producing metallic iron and water vapour. No CO₂ is generated at the reduction stage. This single chemical substitution is the technical cornerstone of the entire green steel transition.
The downstream partner to H-DRI is the Electric Arc Furnace (EAF), which melts sponge iron using renewable electricity, completing a steelmaking chain that is fossil-free from mine to finished product. The H-DRI plus EAF pathway is currently regarded by most metallurgical engineers as the most technically credible route to near-zero-emissions steel at industrial scale.
LKAB's Malmberget Site: What Has Actually Been Approved
In June 2026, the Land and Environment Court in Umeå issued an environmental permit approving LKAB's plans to construct a fossil-free sponge iron plant at its Malmberget facility, located within the Gällivare municipality of northern Sweden. The permit covers not only the DRI plant itself but also the continuation of existing mining operations at the site, expansion of the tailings dam, and the construction of a new facility designed to extract apatite from iron ore production waste streams.
It is important to note that the court's decision remains subject to appeal. Under Swedish environmental law, third parties retain the right to challenge such decisions, meaning the approval is a significant but not yet final regulatory milestone. Project timelines could be affected if appeals are lodged.
The planned production capacity of the Malmberget DRI facility sits at approximately 1 to 1.5 million tonnes of sponge iron per year at demonstration scale, representing a substantial step up from the pilot facility already operational in Luleå.
The HYBRIT Consortium: Vertical Integration by Design
HYBRIT is structured as a joint venture among three Swedish companies, each contributing a distinct and non-overlapping capability across the steel value chain:
| Consortium Partner | Value Chain Role | Primary Contribution |
|---|---|---|
| LKAB | Iron ore extraction and pelletisation | Raw material supply and DRI plant operation |
| SSAB | Steelmaking and product manufacturing | EAF-based conversion of sponge iron to finished steel |
| Vattenfall | Energy infrastructure | Fossil-free electricity generation and green hydrogen supply |
The logic behind the three-party structure is not incidental. Each partner absorbs a portion of the capital risk while contributing technical capabilities the others do not possess. LKAB brings the ore body and processing expertise. SSAB brings the downstream steelmaking offtake. Vattenfall brings the energy and hydrogen supply infrastructure. Together, they form a mine-to-market chain that no single entity could feasibly replicate alone. LKAB's carbon-free processes page provides further detail on how this industrial transformation is being structured across the business.
From Pilot to Demonstration: What the Luleå Results Prove
Before any serious analysis of the Malmberget plant can be made, the status of the technology validation must be examined. The HYBRIT pilot plant in Luleå has already produced more than 5,000 tonnes of hydrogen-reduced sponge iron, establishing that the H-DRI process functions under semi-industrial conditions rather than purely in laboratory settings.
This milestone matters for several reasons that are not immediately obvious to observers outside the metallurgical sector:
- Laboratory-scale chemistry does not automatically translate to shaft furnace behaviour at larger diameters, where gas flow dynamics, thermal gradients, and pellet bed pressure behave differently
- Materials handling, pellet degradation during reduction, and hot discharge logistics all create practical engineering challenges that only emerge at scale
- Hydrogen consumption rates per tonne of sponge iron produced can only be accurately benchmarked against real operating conditions
- Product quality consistency, particularly the degree of metallisation and carbon content, must be demonstrated across extended production runs
The pilot results allow the HYBRIT partners to design the Malmberget demonstration facility with real operating data rather than purely modelled assumptions. This reduces, though does not eliminate, the technical risk of the scale-up.
The Scale-Up Engineering Challenges
Moving from a pilot facility to a 1 to 1.5 million tonne per year demonstration plant introduces a new tier of engineering complexity:
- Hydrogen supply volume: The quantity of green hydrogen required at this output scale is substantially larger than what is currently available through European green hydrogen infrastructure
- Shaft furnace geometry: Larger diameter shafts require precise management of gas distribution to avoid channelling and uneven reduction
- Heat integration: Recovering and recycling thermal energy within the plant becomes critical to overall efficiency at industrial throughput
- Sponge iron cooling and transport: Hot sponge iron is pyrophoric (it can ignite on contact with air), requiring controlled cooling and sealed handling systems before transport to an EAF facility
The Apatite Facility: A Hidden Critical Minerals Dimension
One of the least-discussed but strategically significant components of the Malmberget permit is the approval for an apatite extraction facility. Apatite is a phosphate-bearing mineral that occurs naturally within LKAB's iron ore deposits and currently reports to processing waste streams as a residual material with no commercial recovery pathway.
The planned facility changes that equation entirely. Two distinct value streams can be extracted from apatite processing:
- Phosphorus: A non-substitutable nutrient essential to global food production and a primary feedstock for fertiliser manufacturing. Phosphorus is already classified as a critical raw material by the European Commission due to supply concentration risks
- Rare earth elements (REEs): Apatite minerals typically contain light rare earth elements, including cerium, lanthanum, and crucially neodymium, the latter being indispensable for the permanent magnets used in electric vehicle motors and wind turbine generators
Europe's dependence on rare earth imports, overwhelmingly sourced from China, represents a well-documented supply chain vulnerability. The EU Critical Raw Materials Act explicitly designates rare earths as priority materials requiring domestic supply development. In addition, rare earth supply chains are increasingly central to Europe's strategic industrial policy, making this apatite recovery capability particularly timely.
The apatite facility effectively transforms the Malmberget site from a single-commodity iron ore operation into a multi-mineral platform, producing fossil-free sponge iron, phosphorus, and rare earth elements from the same ore body and its associated waste streams simultaneously.
This circular economy design, extracting value from what was previously a waste liability, adds a compelling economic dimension to the project that pure steel decarbonisation economics alone would not provide.
Step-by-Step: How Fossil-Free Steel Is Made at Malmberget
Step 1: High-Grade Pelletisation
LKAB is among Europe's largest iron ore producers and specialises in high-grade magnetite pellets. Pellet quality is not a peripheral concern in H-DRI operations. Higher iron content and consistent pellet sizing directly improve hydrogen reduction efficiency and reduce specific hydrogen consumption per tonne of sponge iron produced.
Step 2: Green Hydrogen Production
Vattenfall produces hydrogen through electrolysis powered by renewable electricity, predominantly Swedish hydropower and wind. It is worth distinguishing hydrogen by production method, as terminology in this space is frequently misused:
- Grey hydrogen: Produced from natural gas via steam methane reforming, with CO₂ emitted to atmosphere
- Blue hydrogen: Same process with carbon capture applied to the emissions
- Green hydrogen: Produced via electrolysis powered by renewable electricity, with no direct CO₂ emissions
Only green hydrogen fulfils the fossil-free requirement of the HYBRIT process.
Step 3: Shaft Furnace Reduction
Iron ore pellets descend through a vertical shaft furnace while hot hydrogen gas rises in counter-current flow. The reduction reaction proceeds between 700 and 900°C, well below blast furnace operating temperatures, and produces metallic sponge iron with water vapour as the sole gaseous by-product.
Step 4: Electric Arc Furnace Steelmaking
Sponge iron is charged into an EAF alongside recycled scrap steel and melted using high-powered electric arcs drawing from renewable electricity supply. SSAB then processes the molten steel into finished products for customers across the automotive, construction, and heavy engineering sectors. Consequently, green iron production at this scale could fundamentally reshape European steel supply chains for decades to come.
The next major ASX story will hit our subscribers first
Emissions Impact and Climate Architecture Alignment
| Impact Dimension | Projected Outcome |
|---|---|
| CO₂ from the reduction step | Near-complete elimination when green hydrogen is used |
| Sweden national emissions | Full HYBRIT chain deployment could reduce Sweden's total CO₂ output by approximately 10% |
| Gaseous by-product of H-DRI | Water vapour only |
| Scope 1 coverage | Direct reduction emissions addressed; upstream and downstream emissions addressed through renewable energy inputs |
Sweden has committed to achieving net-zero emissions by 2045, one of the most ambitious national timelines among developed economies. Steel and mining represent a disproportionately large share of Sweden's industrial emissions baseline, making HYBRIT's success strategically important to national climate accounting. The project also aligns with EU Green Deal industrial decarbonisation targets and benefits from carbon pricing incentives embedded in the EU Emissions Trading System.
Sweden's abundant hydropower resources and expanding wind energy capacity create a geographic advantage for green hydrogen production that few other steel-producing nations can replicate at equivalent cost. Furthermore, green iron production initiatives emerging in other regions demonstrate how globally significant this technological shift has become.
Project Timeline and the Road Ahead
| Phase | Location | Status | Key Metric |
|---|---|---|---|
| Pilot Plant | Luleå, Sweden | Operational | 5,000+ tonnes sponge iron produced |
| Demonstration Plant | Malmberget, Gällivare | Environmental permit granted June 2026, subject to appeal | 1 to 1.5 Mt/year planned capacity |
| Full Commercial Transition | Kiruna, Sweden | Long-term planning stage | Transition timeline extending into the 2040s |
The broader transformation of LKAB's Kiruna operations, Europe's single largest iron ore mine, is now projected to extend into the 2040s. Earlier roadmaps had targeted more aggressive timelines, but the complexity of infrastructure investment, green hydrogen supply scaling, and regulatory sequencing has extended the planning horizon. This phased approach reflects a disciplined risk management philosophy: validate technology at demonstration scale before committing the full balance sheet to commercial conversion.
Key Risks That Investors and Policymakers Should Understand
Green hydrogen supply remains the single most significant operational bottleneck. Operating a 1 to 1.5 Mt/year DRI plant requires hydrogen volumes that exceed current European green hydrogen production capacity by a substantial margin. Electrolyser manufacturing, renewable electricity availability, and hydrogen storage logistics are all interdependent constraints that must be resolved in parallel.
Capital intensity and cost premium present commercial headwinds. Green steel produced via H-DRI carries a meaningful price premium over conventionally produced steel. Closing this gap depends on EU carbon pricing trajectories, green steel procurement commitments from large industrial buyers, and continued reductions in electrolyser and renewable energy costs.
Regulatory appeal risk introduces timeline uncertainty specific to Malmberget. The June 2026 permit approval is subject to challenge under Swedish environmental law, and third-party appeals can delay construction commencement by months or, in contested cases, longer periods. Project planning almost certainly accounts for this contingency, but it remains a genuine variable.
Frequently Asked Questions
What is a fossil-free iron sponge plant?
A fossil-free iron sponge plant is an industrial facility that converts iron ore into metallic iron using hydrogen gas as the chemical reductant instead of coking coal. The process occurs in a shaft furnace at temperatures between 700 and 900°C and produces only water vapour as a gaseous by-product, eliminating the CO₂ emissions associated with conventional blast furnace ironmaking.
Where is LKAB's sponge iron plant being built?
The LKAB fossil-free iron sponge plant is planned for the Malmberget site within the Gällivare municipality of northern Sweden, which is part of LKAB's existing iron ore mining complex and benefits from established logistics and proximity to Sweden's renewable energy grid.
What rare earth elements could be recovered at Malmberget?
The planned apatite extraction facility is designed to recover rare earth elements from iron ore processing waste. Apatite minerals typically contain light rare earth elements including cerium, lanthanum, and neodymium. Neodymium in particular is a critical input for high-performance permanent magnets used in EV motors and wind turbines. Moreover, critical raw materials transition strategies across Europe are increasingly prioritising exactly this kind of domestic rare earth recovery.
Is the environmental permit for the Malmberget plant final?
No. The approval issued by the Land and Environment Court in Umeå in June 2026 remains subject to appeal under Swedish environmental law. Third parties may challenge the decision, which could affect the project's construction timeline.
Has the HYBRIT process been proven to work?
Yes, at semi-industrial scale. The HYBRIT pilot plant in Luleå has produced more than 5,000 tonnes of hydrogen-reduced sponge iron, confirming that the process chemistry functions outside laboratory conditions. The Malmberget demonstration plant is the next scale-up step.
Why the World Is Watching Malmberget
The LKAB fossil-free iron sponge plant at Malmberget is not simply a Swedish infrastructure project. It is a global technology validation exercise with implications for every iron ore producer, steelmaker, and industrial decarbonisation programme operating in a carbon-constrained economy.
If the Malmberget demonstration plant performs to specification, it provides the engineering data, cost benchmarks, and operational confidence needed to justify full commercial-scale H-DRI investment not only at LKAB's Kiruna operation but across emerging green steel projects in Australia, the Middle East, and North America. Each of those regions holds abundant iron ore and, in varying degrees, access to low-cost renewable energy, the two primary inputs the HYBRIT model requires.
European automotive manufacturers, construction firms, and infrastructure developers are increasingly entering green steel offtake discussions, creating demand-side momentum that strengthens the commercial case. The convergence of regulatory carbon pricing pressure, sovereign critical mineral strategy, and corporate sustainability procurement commitments is narrowing the cost gap between green and conventional steel faster than many analysts anticipated five years ago.
For LKAB, the transformation underway is a fundamental repositioning from conventional iron ore supplier to vertically integrated green materials producer, delivering fossil-free iron, phosphorus, and rare earth elements from a single northern Swedish ore body. Whether that model can be replicated at scale, and at what cost, is the defining industrial question of the next decade.
Readers seeking further technical background on hydrogen-based direct reduction steelmaking and the HYBRIT initiative can explore publicly available materials from the HYBRIT consortium and related coverage on Mining Weekly at miningweekly.com.
Want to Track the Next Major Mineral Discovery Before the Market Does?
Discovery Alert's proprietary Discovery IQ model delivers real-time alerts on significant ASX mineral discoveries — from critical rare earths to iron ore — instantly translating complex geological announcements into actionable investment insights for traders and long-term investors alike. Explore Discovery Alert's discoveries page to understand how historic mineral discoveries have generated substantial returns, and begin your 14-day free trial to position yourself ahead of the market.

