
May 21, 2026
Mine water contamination represents one of the most technically challenging treatment scenarios in industrial water processing. Understanding the fundamental science behind these contamination patterns provides critical insight into why conventional treatment approaches often fail to deliver sustainable solutions. Mintek water treatment technologies have emerged as sophisticated solutions specifically engineered to address the complex chemistry of mine-impacted water streams that stems from the intersection of geological, chemical, and biological processes occurring over decades of mining operations.
Traditional water treatment infrastructure, designed primarily for municipal and light industrial applications, encounters immediate limitations when processing mine-affected waters. The combination of extreme pH levels, elevated dissolved solids concentrations, and complex metal chemistry creates treatment conditions that exceed the operational parameters of standard technologies. This technical gap has driven the development of specialised treatment approaches, with modern waste management solutions playing a crucial role in addressing these challenges through innovative engineering approaches.
Understanding Mine Water Chemistry and Treatment Challenges
The chemistry of mine-impacted water presents a unique combination of contaminants that require sophisticated treatment strategies. Sulphate concentrations frequently exceed 2,000 mg/L in these systems, while heavy metals including iron, manganese, and aluminium reach levels that would overwhelm conventional precipitation systems. The acidic conditions, often with pH values below 3.0, create an environment where standard neutralisation approaches generate massive volumes of unstable sludge requiring costly disposal.
Primary Contaminants in Mine Water:
- Sulphates at concentrations of 2,000-8,000 mg/L
- Iron levels ranging from 100-2,000 mg/L
- Aluminium concentrations of 50-500 mg/L
- Manganese at 10-200 mg/L
- pH levels between 2.0-4.5
Traditional lime treatment, whilst effective at raising pH, creates significant operational challenges. The process generates large volumes of metal hydroxide sludge that requires secure disposal, adding substantial cost to treatment operations. High-pressure membrane systems like reverse osmosis, though capable of removing dissolved contaminants, face rapid membrane fouling when processing mine water.
Energy consumption for these systems often exceeds 4-6 kWh/m³, making them economically unsuitable for large-volume applications. Furthermore, the technical challenge extends beyond simple contaminant removal. Mine water treatment must consider the stability of treatment products, the potential for secondary contamination, and the long-term sustainability of treatment operations.
When big ASX news breaks, our subscribers know first
SAVMIN Process Technology and Operational Performance
The SAVMIN (South African Variant of Metal-Integrated Neutralisation) process represents a breakthrough in ambient-pressure treatment technology specifically designed for high-sulphate, metal-laden waters. This four-stage system addresses the fundamental limitations of conventional treatment approaches through controlled chemical precipitation and crystallisation processes, incorporating principles from industry innovation trends that emphasise efficiency and sustainability.
How Does SAVMIN Process Work?
Stage 1: Selective Metal Precipitation
The initial treatment stage involves controlled lime addition to raise pH to 10.5-11.0, enabling selective precipitation of heavy metals as hydroxides. This process achieves iron removal efficiencies exceeding 99.5%, with aluminium and manganese removal rates above 95%. The controlled pH environment ensures maximum metal removal while preparing the water for subsequent sulphate reduction.
Stage 2: Ettringite Formation
The second stage introduces controlled aluminium sulphate addition to form ettringite (3CaO·Al₂O₃·3CaSO₄·32H₂O), a stable crystalline structure that binds sulphates. This process reduces dissolved sulphates from concentrations exceeding 2,000 mg/L to less than 500 mg/L through controlled crystallisation rather than simple precipitation.
Stage 3: CO₂ Carbonation
Carbon dioxide injection at controlled rates precipitates excess calcium as calcium carbonate while adjusting pH to the neutral range of 7.0-8.5. This stage enables lime recovery for potential recycling, reducing reagent consumption and operational costs.
Stage 4: Final Polishing
The final stage employs membrane filtration or sand filtration to achieve turbidity levels below 1 NTU and final sulphate concentrations under 200 mg/L, producing water suitable for industrial reuse applications.
Operational data from the pilot-scale demonstration at Randfontein, processing 4 m³/hour continuously, shows energy consumption below 2 kWh/m³. This represents a significant reduction compared to reverse osmosis alternatives, which typically require 4-6 kWh/m³ for similar water quality improvement. Moreover, Mintek water treatment technologies have demonstrated consistent performance across varying feed water compositions, maintaining treatment efficiency even during seasonal fluctuations in water chemistry.
Advanced Membrane Technology for Mine Water Applications
The NICMeR (Non-Ionic Ceramic Membrane) system addresses the fouling challenges that have historically limited membrane technology applications in mining environments. The ceramic construction enables operation under extreme chemical conditions while maintaining consistent flux rates over extended operational periods, representing the type of innovation found in water treatment systems designed for industrial applications.
What Are the Technical Benefits of NICMeR Systems?
| Parameter | Range |
|---|---|
| Pore size | 0.01-0.1 microns |
| Operating pressure | 1-3 bar |
| Temperature tolerance | 5-60°C |
| Chemical resistance | pH 1-14 |
| Flux rate | 80-120 L/m²/hour |
The system achieves turbidity reduction from levels exceeding 100 NTU to less than 1 NTU, with 99.8% particulate removal efficiency. Extended operational cycles exceeding 30 days between cleanings represent a 60-70% reduction in chemical cleaning frequency compared to polymer membrane systems. This extended operational capability significantly reduces maintenance requirements and operational costs.
The ceramic construction enables aggressive chemical cleaning protocols that would destroy conventional polymer membranes. Consequently, this capability extends operational life while maintaining consistent performance across varying water quality conditions. Field applications have demonstrated stable flux rates even when processing waters with high fouling potential, making the technology particularly suitable for remote mining operations where maintenance access is limited.
Biological Treatment Systems for Sustainable Water Processing
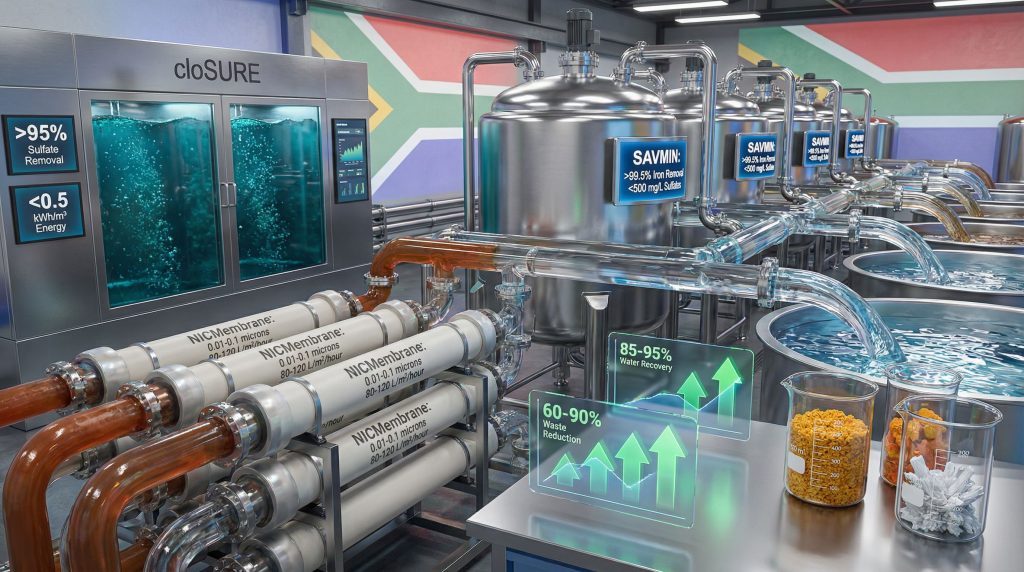
The cloSURE (Controlled Low-Strength Sulphate Reduction) process leverages sulphate-reducing bacteria in a two-stage biological system designed specifically for remote mining operations. This approach provides a low-energy alternative to chemical treatment while producing valuable by-products, aligning with green energy mining initiatives that prioritise environmental sustainability.
How Does Biological Treatment Work in Mining Applications?
Stage 1: Anaerobic Sulphate Reduction
Sulphate-reducing bacteria convert sulphates to hydrogen sulphide using organic carbon sources such as ethanol or molasses. Heavy metals precipitate as metal sulphides while pH naturally rises to 7.0-8.5. Typical retention times of 24-48 hours enable complete sulphate processing while maintaining stable biological populations.
Stage 2: Sulphide Oxidation and Sulphur Recovery
Controlled oxidation converts hydrogen sulphide to elemental sulphur using Thiobacillus species, producing a marketable sulphur product while eliminating odour issues. This biological sulphur recovery process adds economic value to the treatment operation through critical minerals recycling principles.
Operational Performance Parameters:
- Sulphate removal efficiency: >95%
- Treatment capacity: 250 L/day pilot scale
- Energy requirements: <0.5 kWh/m³
- Solid waste reduction: 80-90% vs. chemical precipitation
Field trials at Emalahleni demonstrate consistent performance across seasonal temperature variations, with treated water meeting irrigation standards. The biological approach offers particular advantages for remote operations where chemical supply logistics present challenges. In addition, the system operates effectively with minimal operator intervention, making it suitable for automated operation in isolated locations.
Integrated Treatment System Design and Applications
Mintek's approach emphasises process integration rather than standalone treatment solutions. Treatment configurations combine multiple technologies based on specific water chemistry and end-use requirements, enabling optimised performance across diverse mining applications that incorporate data-driven operations for enhanced efficiency.
High-Volume, Low-Metal Applications:
- NICMeR pre-treatment for turbidity removal
- SAVMIN for sulphate reduction
- Final polishing for industrial reuse applications
Complex Multi-Metal Streams:
- MetRIX ion exchange for valuable metal recovery
- SAVMIN for bulk sulphate treatment
- Biological polishing for final cleanup
Remote Operations:
- cloSURE biological treatment for minimal maintenance
- Passive monitoring systems requiring weekly inspection
- Solar-powered operation capabilities
The modular design philosophy enables incremental scaling from pilot to commercial implementation. Containerised pilot units facilitate technology demonstration and process optimisation before full-scale deployment. However, this approach reduces implementation risk while enabling site-specific optimisation of treatment parameters.
Integration strategies consider both technical performance and operational requirements. Remote mining operations benefit from low-maintenance biological systems, while high-volume processing facilities utilise combined chemical and membrane systems for maximum efficiency. Furthermore, the flexibility of integrated approaches enables adaptation to changing water chemistry and operational requirements over the mine lifecycle.
Economic Analysis and Operational Advantages
Economic evaluation of advanced water treatment technologies must consider both capital and operational costs over extended operational periods. Mintek water treatment technologies demonstrate significant cost advantages through reduced energy consumption, lower maintenance requirements, and improved waste management efficiency, as highlighted by research from Mining Weekly.
What Are the Cost Benefits of Advanced Treatment Systems?
| Technology | Cost Reduction vs. Conventional |
|---|---|
| SAVMIN | 40-60% lower than RO systems |
| NICMeR | 25-35% lower than polymer UF |
| cloSURE | 70-80% lower than chemical precipitation |
Operating Cost Benefits:
- Energy consumption reduction of 50-75% vs. high-pressure systems
- Chemical consumption reduction of 30-50% vs. conventional approaches
- Extended maintenance intervals reducing service costs
- Waste disposal volume reduction of 60-90%
Water recovery rates represent a critical economic factor in water-scarce regions. SAVMIN achieves 85-95% water recovery, while combined treatment systems maintain overall recovery rates exceeding 90%. Concentrate volumes remain below 10% of the feed stream, minimising disposal requirements and associated costs.
The economic benefits extend beyond direct treatment costs. Reduced freshwater demand, lower waste disposal requirements, and potential revenue from recovered materials contribute to overall project economics. These factors become particularly important in water-stressed regions where freshwater availability constrains mining operations.
The next major ASX story will hit our subscribers first
Scaling Strategies from Pilot to Commercial Implementation
Mintek's modular design philosophy enables systematic scaling across different operational requirements. The approach emphasises proven performance at pilot scale before commercial deployment, reducing implementation risk and enabling site-specific optimisation.
Pilot Scale Operations (1-10 m³/hour):
- Containerised treatment units for mobility
- Remote monitoring capabilities for data collection
- Process optimisation through extended demonstration periods
- 6-12 month performance validation
Commercial Scale Implementation (50-500 m³/hour):
- Permanent concrete construction for extended operational life
- Automated control systems for minimal operator intervention
- Integration with existing mine water management infrastructure
- Design life exceeding 20 years
Regional Integration Strategies:
- Multiple mine site integration for economy of scale
- Centralised treatment facilities serving regional mining operations
- Pipeline networks for efficient water distribution
- Partnerships with regional water authorities for broader impact
The Randfontein demonstration facility has processed over 15,000 m³ of acid mine drainage, providing comprehensive operational data for commercial-scale design optimisation. This extensive operational experience enables confident scale-up while minimising technical risk in commercial implementations.
Water Quality Standards and Reuse Applications
Treatment system design must consider end-use requirements to ensure water quality meets specific application standards. Mintek water treatment technologies produce water suitable for various reuse applications depending on treatment configuration and operational parameters.
What Water Quality Standards Can Be Achieved?
Industrial Process Water Quality:
| Parameter | Target Range |
|---|---|
| Total dissolved solids | <1,500 mg/L |
| Sulphates | <600 mg/L |
| Heavy metals | <0.1 mg/L |
| pH | 6.5-8.5 |
Irrigation Quality Requirements:
- Electrical conductivity below 1.5 mS/cm
- Sodium absorption ratio under 6
- Boron concentrations below 0.5 mg/L
- Chloride levels under 350 mg/L
Advanced treatment configurations can produce water approaching potable quality standards with additional disinfection stages. This capability enables community water supply applications in mining regions where freshwater resources are limited. Furthermore, the flexibility of treatment approaches allows optimisation for specific end-use requirements while maintaining cost-effectiveness.
Quality monitoring and control systems ensure consistent performance across varying operational conditions. Real-time monitoring enables rapid response to changes in feed water chemistry or treatment system performance, maintaining water quality standards critical for industrial and agricultural applications.
Circular Water Economy Integration and Resource Recovery
Mintek's integrated approach transforms water treatment from waste management to resource recovery, supporting circular economy principles in mining operations. This transformation addresses both environmental requirements and economic optimisation through comprehensive resource utilisation.
Water Resource Recovery:
- 85-95% of contaminated water returned to productive use
- Equivalent reduction in freshwater demand for mining operations
- Enhanced operational sustainability in water-scarce regions
- Reduced environmental impact through water conservation
Valuable By-Product Recovery:
- Metal recovery through targeted precipitation and ion exchange
- Sulphur production from biological treatment processes
- Gypsum and limestone co-products for construction applications
- Revenue generation offsetting treatment operational costs
Waste Minimisation Strategies:
- Solid waste volume reduction of 60-90%
- Production of stable, non-leaching waste forms
- Elimination of liquid waste streams requiring disposal
- Potential utilisation of waste products in construction applications
The circular approach considers the complete lifecycle of water and materials within mining operations. Resource recovery reduces raw material requirements while generating revenue streams that improve project economics. Consequently, this comprehensive approach positions water treatment as a value-adding operation rather than a cost centre.
Environmental benefits extend beyond immediate water quality improvement. Reduced freshwater consumption, minimised waste generation, and resource recovery contribute to overall environmental sustainability. These factors become increasingly important as regulatory requirements emphasise comprehensive environmental stewardship in mining operations.
The integration of advanced water treatment technologies represents a fundamental shift toward sustainable mining practices. Through innovative process design, integrated system approaches, and comprehensive resource recovery, these technologies enable mining operations to transform environmental challenges into economic opportunities while supporting long-term operational sustainability.
Investment decisions in water treatment technologies should consider site-specific conditions, long-term operational requirements, and regulatory compliance obligations. Performance projections are based on pilot-scale demonstrations and may vary depending on specific water chemistry and operational parameters.
Looking to invest in innovative water treatment technology companies?
Discovery Alert's proprietary Discovery IQ model delivers instant notifications on significant ASX mining and technology discoveries, transforming complex market data into actionable investment insights. Explore why major mineral discoveries have historically generated exceptional returns and begin your 14-day free trial today to position yourself ahead of the market.

