
July 11, 2026
What Makes Rare Earth Elements Essential for Modern Particle Accelerator Technology?
The performance characteristics that make particle accelerators possible stem from quantum mechanical advantages embedded within rare earth electron structures. Modern accelerator facilities demand magnetic field strengths, thermal stability, and radiation resistance that conventional materials simply cannot deliver. Understanding these fundamental requirements reveals why the rare earth role in particle accelerators has become indispensable for advanced beam physics applications.
The Physics Behind Rare Earth Magnetic Properties in Beam Control Systems
The superiority of rare earth-based permanent magnets derives from the unique 4f electron shell configuration found in lanthanide elements. These electrons exhibit exceptionally strong spin-orbit coupling, allowing multiple unpaired electrons to contribute magnetic moments aligned in the same direction. This quantum mechanical advantage creates magnetic energy products that reach 50-64 MGOe (megagauss-oersted) for modern sintered NdFeB magnets, compared to just 5-10 MGOe for ferrite alternatives.
Magnetic domain structure in rare earth intermetallics provides the coercivity necessary for stable operation in accelerator environments. Neodymium-iron-boron compounds achieve intrinsic coercive forces exceeding 1,000 kA/m, while samarium-cobalt systems reach 800-1,200 kA/m with superior temperature characteristics. The crystalline anisotropy energy that creates these high coercivity values cannot be replicated using conventional magnetic materials.
Temperature stability coefficients reveal the engineering trade-offs between different rare earth magnet systems. NdFeB magnets exhibit -0.11% per degree Celsius remanence temperature coefficient at room temperature, while SmCo systems maintain -0.04% per degree with operational capability to 350°C. For accelerator vacuum chambers where bakeout temperatures reach 150-200°C, these stability margins determine component selection.
Radiation hardness thresholds establish performance boundaries for high-energy physics applications. Fast neutron fluence survival testing shows SmCo maintains >95% of initial magnetization at 10^17 neutrons/cm², while NdFeB experiences significant degradation above 10^16 neutrons/cm². This radiation resistance stems from the crystalline structure stability of rare earth intermetallics under atomic displacement conditions.
Critical Performance Specifications for Accelerator-Grade Materials
Field strength requirements for particle beam control systems establish the baseline performance criteria that only rare earth magnets can satisfy. Focusing quadrupole magnets demand 10-100 Tesla per meter magnetic gradients to maintain beam containment, while undulator systems require 0.5-2.0 Tesla peak fields for X-ray generation. Furthermore, these specifications exceed the capabilities of electromagnets in compact, power-efficient configurations.
Key Performance Specifications:
• Dimensional tolerance: ±0.01-0.05 mm for undulator segments
• Field uniformity: <±1% variation across usable aperture
• Vacuum compatibility: <10^-8 Pa·m³/s outgassing rates
• Thermal cycling: Maintain performance through -20°C to +200°C
• Magnetic stability: <0.1% drift over 5-year operational periods
Vacuum compatibility standards impose stringent material selection criteria for accelerator environments. Ultra-high vacuum requirements of 10^-9 to 10^-11 Torr demand outgassing rates below 10^-8 Pa·m³/s for magnet assemblies. Rare earth permanent magnets meet these specifications through careful surface treatment and adhesive selection, whereas electromagnet coils and cooling systems introduce unacceptable contamination sources.
Radiation hardness considerations extend beyond neutron damage to include electromagnetic pulse resistance and charged particle bombardment effects. Accelerator-grade rare earth components must survive 10^15-10^17 particles/cm² fluence while maintaining magnetic properties within ±5% of initial values. This durability requirement eliminates organic materials and soft magnetic alloys from critical beam control applications.
When big ASX news breaks, our subscribers know first
How Do Rare Earth Permanent Magnets Transform Particle Beam Steering?
The geometric precision enabled by rare earth permanent magnet arrays fundamentally changes particle beam manipulation compared to electromagnet systems. Halbach array configurations using NdFeB segments create magnetic field distributions impossible to achieve with conventional coil-based designs. These arrangements concentrate magnetic flux density on one side while cancelling fields on the opposite side, enabling compact undulators and focusing elements with superior field quality.
Undulator and Wiggler Magnet Array Engineering
Halbach array mathematics demonstrates the field enhancement advantages of rare earth permanent magnet systems. Optimal segment orientation follows θ = λ_u/4 relationships, where λ_u represents the desired undulator period length. For a 30 mm period undulator, magnet segments rotate in 7.5-degree increments to create the required sinusoidal field variation.
Undulator Performance Parameters:
| Parameter | Specification Range | Typical Values |
|---|---|---|
| Period Length | 15-50 mm | 20-30 mm |
| Peak Field | 0.5-2.0 Tesla | 1.0-1.5 Tesla |
| Number of Periods | 20-200 segments | 50-100 segments |
| Field Concentration | 1.2-1.4× improvement | 1.3× vs linear arrays |
Period length optimisation balances X-ray wavelength requirements against magnetic field achievability. Shorter periods demand higher magnetic fields to maintain deflection parameter K values, while longer periods reduce photon energy for given beam energies. The deflection parameter K = 2.24 for 1.0 Tesla peak field with 20 mm period length represents typical synchrotron undulator specifications.
Power consumption elimination distinguishes permanent magnet undulators from electromagnet alternatives. Traditional electromagnet-based insertion devices require 500-5000 kW continuous power for water-cooled coils, plus additional cooling infrastructure. Permanent magnet systems operate with zero steady-state power consumption, eliminating cooling systems and reducing facility operating costs by $100-200k annually per major beamline.
Field quality specifications for undulator arrays demand strict magnetic uniformity to preserve beam emittance. Peak-to-peak field variations must remain below ±0.5% across the entire magnetic array length to avoid degrading beam quality. In addition, rare earth permanent magnets achieve this uniformity through precision manufacturing and temperature-compensated mounting systems.
Quadrupole and Sextupole Focusing System Design
Magnetic gradient production for particle beam focusing requires precise field shaping that permanent magnet systems deliver more efficiently than electromagnets. Quadrupole magnets create linear field gradients using four poles with alternating polarity, where gradient strength G = (dB/dx) × (1/p) depends on pole-to-centre distance. Permanent magnet quadrupoles typically achieve 10-40 T/m gradients in compact assemblies.
Aperture size constraints balance beam acceptance against magnetic field achievability. Most accelerator focusing magnets provide 15-40 mm diameter apertures to accommodate beam sizes while maintaining ±1% field uniformity across the usable region. Permanent magnet designs achieve tighter pole gaps than electromagnets due to elimination of coil windings, improving gradient strength per unit magnet volume.
The geometric solution to magnetic field optimisation comes through careful arrangement of permanent magnet segments at specific angles, achieving 20-40% field concentration improvement compared to linear arrays of identical polarity.
Installation and alignment precision requirements reflect the superior mechanical stability of permanent magnet systems. Electromagnet quadrupoles experience thermal expansion and magnetic forces that require active feedback systems, while permanent magnet assemblies maintain ±0.01 mm positioning accuracy through passive mechanical design. Consequently, this stability reduces maintenance requirements and improves long-term beam reproducibility.
Which Rare Earth Elements Enable Advanced Beam Diagnostic Systems?
Beam diagnostic technologies rely heavily on rare earth-activated materials that convert invisible particle radiation into detectable optical signals. These scintillator and phosphor systems provide real-time beam monitoring capabilities essential for accelerator operation and experimental data quality. The selection of specific rare earth activators determines response speed, light output, and radiation hardness for different diagnostic applications.
Scintillator Materials for Real-Time Beam Monitoring
Scintillator Performance Comparison:
| Material | Light Yield (photons/MeV) | Decay Time | Peak Wavelength | Radiation Hardness |
|---|---|---|---|---|
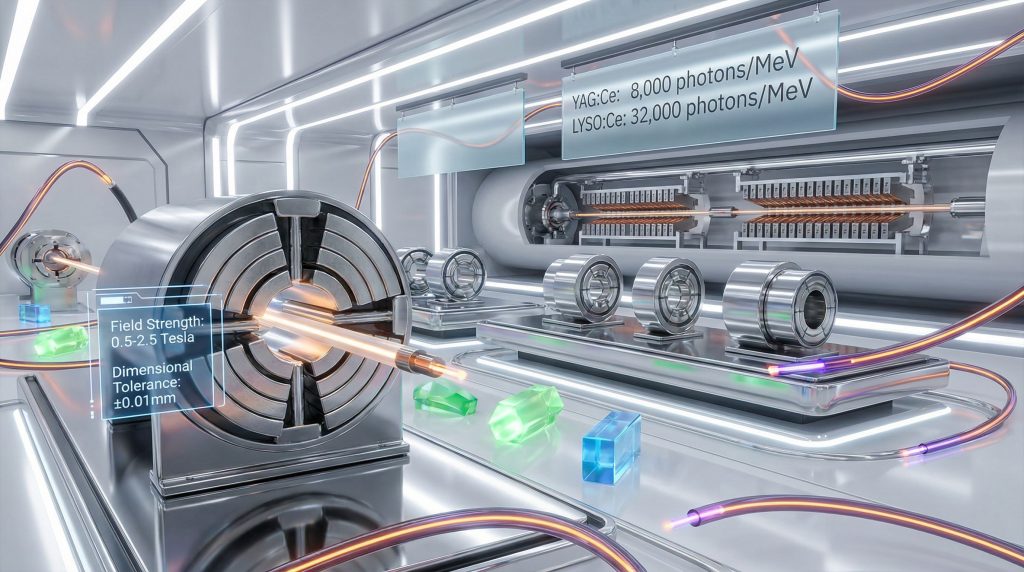
| YAG:Ce | 8,000 | 70 ns | 550 nm | High |
| LuAG:Ce | 25,000 | 55 ns | 535 nm | Very High |
| LYSO:Ce | 32,000 | 40 ns | 420 nm | Excellent |
| LSO:Ce | 29,000 | 40 ns | 420 nm | Excellent |
| GAGG:Ce | 46,000 | 90 ns | 520 nm | Good |
Cerium-activated garnets represent the most widely deployed scintillator family for accelerator beam diagnostics. YAG:Ce (Yttrium Aluminium Garnet) provides 8,000 photons per MeV with 70-nanosecond decay time, offering excellent balance between brightness and response speed. LuAG:Ce systems achieve 25,000 photons per MeV with improved radiation tolerance due to lutetium's higher atomic number and crystal structure stability.
Lutetium-based scintillators excel in high-radiation environments typical of hadron accelerators and spallation neutron sources. LYSO:Ce (Lutetium Yttrium Oxyorthosilicate) delivers 32,000 photons per MeV with 40-nanosecond decay time, enabling single-particle detection with excellent timing resolution. The material maintains >90% light output after 10^16 neutrons/cm² fast neutron exposure.
Response time characteristics determine applicability for different beam monitoring scenarios. Fast timing applications requiring <50 nanosecond response utilise LSO:Ce or LYSO:Ce systems, while beam profile monitoring can accept 70-90 nanosecond decay times from YAG:Ce or GAGG:Ce alternatives that offer higher light output.
Crystal growth requirements for accelerator-grade scintillators demand defect-free material with controlled dopant concentrations. Cerium activation levels of 0.1-2% optimise light output while maintaining transparency, achieved through Czochralski pulling at 1-5 mm/hour growth rates. Post-growth annealing at 1400-1600°C eliminates oxygen vacancies that reduce scintillation efficiency.
Phosphor Screen Technology for Beam Profile Analysis
Europium and terbium-activated phosphor screens provide visible light conversion for beam profile imaging without requiring expensive photomultiplier tubes. These materials coat thin screens that intercept small fractions of particle beams, converting radiation into visible light patterns that standard cameras can capture. However, screen thickness optimisation balances spatial resolution against conversion efficiency.
Phosphor Screen Specifications:
• Tb₃Al₅O₁₂:Ce screens: 50-500 μm thickness, green emission at 545 nm
• Gd₂O₂S:Tb screens: 100-1000 μm thickness, green emission at 545 nm
• Y₂O₂S:Eu screens: 200-800 μm thickness, red emission at 627 nm
• Lu₂O₂S:Eu screens: 100-600 μm thickness, red emission at 627 nm
Screen thickness optimisation requires balancing spatial resolution against light output for different particle energies. Thin screens (50-200 μm) provide <100 μm resolution for low-energy applications, while thick screens (500-1000 μm) maximise light collection efficiency for high-energy beams. The relationship follows I ∝ [1 – exp(-t/λ)] where t represents screen thickness and λ is the radiation attenuation length.
Camera integration systems utilise standard CCD or CMOS sensors with appropriate optical filters to match phosphor emission wavelengths. Green-emitting Tb-activated phosphors pair with 535-555 nm optical filters, while red-emitting Eu-activated materials require 620-640 nm bandpass filters. Integration times of 1-100 milliseconds capture beam profiles for real-time monitoring.
Radiation damage mitigation strategies extend phosphor screen operational lifetimes in high-flux environments. Rare earth host materials like gadolinium and lutetium oxysulfides demonstrate superior radiation hardness compared to conventional zinc sulfide phosphors, maintaining >80% light output after 10^15 particles/cm² exposure through self-healing crystal structure mechanisms.
What Role Do Rare Earths Play in Accelerator RF and Timing Systems?
Radio frequency and timing systems in modern accelerators demand femtosecond-level precision and ultra-stable signal processing capabilities that rare earth-based components uniquely provide. These systems synchronise particle acceleration, control beam injection timing, and maintain phase relationships across multiple RF cavities. The exceptional optical and magnetic properties of specific rare earth elements enable performance levels impossible with conventional electronics.
Laser-Based Timing and Synchronisation Components
Neodymium-doped solid-state laser systems form the backbone of precision timing networks in advanced accelerator facilities. Nd:YAG lasers operating at 1064 nm fundamental wavelength provide stable optical pulses with <1 femtosecond RMS timing jitter when properly stabilised. These systems generate optical frequency combs through mode-locking techniques that enable synchronisation across kilometre-scale accelerator complexes.
Ytterbium-doped fibre laser systems offer complementary advantages for distributed timing applications. Yb:fibre lasers at 1030-1080 nm deliver higher average power with improved beam quality compared to bulk crystal alternatives. The fibre format enables remote laser delivery through standard optical fibre networks, reducing complexity in radiation environments where electronics must be located outside accelerator tunnels.
Erbium-doped fibre amplifiers (EDFAs) operating at 1550 nm telecommunications wavelength provide low-noise signal distribution for timing networks. These systems achieve <0.1 dB insertion loss over multi-kilometre fibre runs while maintaining shot-noise-limited performance. The 1550 nm wavelength experiences minimal dispersion in standard single-mode fibre, preserving timing accuracy across long transmission distances, which is critical for the rare earth role in particle accelerators.
Laser Timing System Specifications:
• Phase noise: <1 fs RMS timing jitter (1 Hz – 1 MHz)
• Frequency stability: <10^-15 fractional frequency drift
• Repetition rate: 2.856 GHz (S-band) to 11.424 GHz (X-band)
• Optical power: 1-100 mW average for photodetector systems
Environmental stability requirements in accelerator tunnels demand robust laser operation across -10°C to +40°C temperature ranges with ±90% humidity tolerance. Rare earth-doped gain media demonstrate superior thermal characteristics compared to semiconductor alternatives, maintaining stable output parameters without active temperature control in most applications.
Microwave Signal Processing with YIG Components
Yttrium Iron Garnet (YIG) components provide essential RF signal routing and protection functions in high-power accelerator systems. YIG circulators enable unidirectional power flow from amplifiers to RF cavities while protecting sensitive electronics from reflected signals. These ferrimagnetic devices achieve <0.2 dB insertion loss** with **>20 dB isolation across 1-40 GHz frequency ranges.
Signal routing capabilities of YIG-based systems exceed conventional electronic switches in power handling and frequency response. High-power YIG circulators handle 1-10 kW average power with <0.1% amplitude variation across operational bandwidth. The ferrimagnetic resonance mechanism provides frequency-selective isolation without the intermodulation distortion typical of semiconductor-based alternatives.
YIG Component Performance Parameters:
| Parameter | Specification | Typical Performance |
|---|---|---|
| Insertion Loss | 0.1-0.5 dB | 0.2 dB |
| Isolation | >20 dB | 25-30 dB |
| Power Handling | 1-10 kW | 3-5 kW average |
| Frequency Range | 1-40 GHz | 2.856 GHz (S-band) |
| Temperature Range | -40°C to +85°C | Standard operation |
Temperature compensation and magnetic bias requirements for YIG devices reflect their ferrimagnetic operating principles. External magnetic fields of 500-5000 Gauss tune the ferrimagnetic resonance frequency, while temperature compensation circuits maintain constant bias current to preserve frequency stability. Furthermore, these requirements add complexity but enable superior RF performance compared to alternative technologies.
Frequency tuning ranges achievable with YIG filters and oscillators provide octave-bandwidth coverage with electronic control. YIG-tuned oscillators sweep 2-18 GHz with ±1 MHz frequency accuracy, while YIG filters offer adjustable bandwidth from 1-100 MHz with >60 dB out-of-band rejection. This tunability enables software-controlled RF systems for multi-frequency accelerator operation.
How Are Rare Earth Materials Processed for Accelerator Applications?
The transformation pathway from rare earth oxides to precision accelerator components requires specialised manufacturing processes that maintain strict tolerances and purity levels. Each processing stage introduces potential quality variations that affect final component performance in demanding accelerator environments. For instance, understanding these manufacturing sequences reveals the technical challenges and bottlenecks in rare earth reserves supply chains for scientific applications.
From Oxide to High-Performance Magnet Manufacturing
Magnet Manufacturing Process Flow:
- Rare earth oxide purification: Achieve 99.9%+ purity through multiple recrystallisation steps
- Alloy preparation: Vacuum induction melting with controlled atmosphere and composition monitoring
- Hydrogen decrepitation: Hydrogen absorption/desorption cycles fragment cast alloy into powder
- Jet milling: Reduce particle size to 3-5 μm using high-velocity gas streams
- Magnetic field pressing: Align powder particles in 1-2 Tesla external field during compaction
- Sintering: Heat treatment at 1050-1100°C in protective atmosphere
- Machining: Precision cutting using diamond tooling to ±0.01 mm tolerances
- Magnetisation: Apply 3-5 Tesla pulsed field to achieve full magnetic saturation
Powder metallurgy processing for NdFeB magnets demands precise control over particle size distribution and oxygen content. Jet milling to 3-5 μm mean diameter creates the fine powder necessary for high coercivity, while oxygen levels below 2000 ppm prevent oxide formation that degrades magnetic properties. The powder handling must occur in inert atmosphere glove boxes to maintain purity.
Magnetic field pressing operations align crystalline easy axes during powder compaction to maximise remanence values. Pressing fields of 1-2 Tesla orient the anisotropic powder particles, while pressure levels of 100-200 MPa achieve density ratios >95% of theoretical. The combination determines final magnet energy product and shapes achievable with near-net forming.
Sintering temperature profiles control grain size and microstructure development that determine coercivity mechanisms. Peak temperatures of 1050-1100°C promote liquid phase sintering while avoiding excessive grain growth. Cooling rates of 2-5°C per minute through 600-700°C optimise grain boundary phase formation essential for high coercivity performance.
Quality testing protocols verify magnetic properties meet accelerator specifications before assembly. Pulsed field magnetometry measures remanence, coercivity, and energy product to ±2% accuracy, while Helmholtz coil systems characterise field uniformity and multipole content. Temperature cycling from -20°C to +150°C validates thermal stability for vacuum chamber applications.
Crystal Growth for Optical Components
Czochralski crystal growth for rare earth-activated scintillators requires precise control over thermal gradients, growth rates, and dopant distribution. Growth rates of 1-5 mm/hour enable defect-free crystal formation, while rotation speeds of 10-50 rpm promote uniform dopant incorporation. Furnace atmospheres containing controlled oxygen partial pressure prevent valence state variations that affect optical properties.
Crystal Growth Parameters:
• Growth rate: 1-5 mm/hour depending on crystal diameter
• Rotation rate: 10-50 rpm for uniform mixing
• Temperature gradient: 20-50°C/cm at crystal-melt interface
• Atmosphere control: Nitrogen with 0.1-2% oxygen content
• Dopant concentration: 0.1-2% activator ion levels
Doping concentration optimisation balances light output against optical transparency for different scintillator applications. Cerium concentrations of 0.1-0.5% maximise light yield in YAG and LuAG hosts, while higher concentrations create concentration quenching that reduces efficiency. Ion beam analysis verifies dopant distribution uniformity to ±10% across crystal volumes.
Post-growth annealing procedures eliminate point defects and optimise optical properties through controlled thermal treatments. Annealing at 1400-1600°C in oxygen atmosphere removes oxygen vacancies that create unwanted absorption bands. However, cooling rates of 50-100°C/hour through 800-1200°C temperature range prevent thermal stress cracking in large crystals.
Optical polishing requirements for accelerator vacuum compatibility demand surface roughness below 1 nm RMS with laser damage thresholds >5 J/cm². Diamond polishing compounds achieve mirror finishes while ion beam etching removes subsurface damage. Vacuum bakeout testing to 200°C validates outgassing rates meet <10^-8 Pa·m³/s specifications.
What Are the Supply Chain Vulnerabilities for Accelerator-Critical Materials?
Geographic concentration and processing bottlenecks create significant supply risks for accelerator-critical rare earth materials, particularly for heavy rare earth elements essential for high-performance magnetic and optical components. The specialised processing requirements for accelerator-grade materials compound these vulnerabilities by limiting the number of qualified suppliers worldwide, which is driving increased awareness of critical minerals energy security.
Geographic Concentration and Processing Bottlenecks
Critical Material Sources and Risk Assessment:
| Element | Primary Mining | Oxide Processing | Metal Reduction | Strategic Risk |
|---|---|---|---|---|
| Neodymium | China (85%) | China (95%) | China (85%) | High |
| Praseodymium | China (85%) | China (95%) | China (85%) | High |
| Dysprosium | China (99%) | China (100%) | China (100%) | Critical |
| Terbium | China (99%) | China (100%) | China (100%) | Critical |
| Lutetium | Global (limited) | China (80%) | China (90%) | Very High |
| Yttrium | China (95%) | China (90%) | China (85%) | High |
Heavy rare earth concentration represents the most significant vulnerability for accelerator applications. Dysprosium and terbium supply originates 99% from Chinese ion-adsorption clay deposits in southern provinces, with processing concentrated at 3-4 facilities. These elements enable high-temperature magnet operation and radiation-resistant scintillators essential for demanding accelerator environments.
Processing bottlenecks extend beyond mining to include specialised manufacturing capabilities for accelerator-grade components. Fewer than 10 companies worldwide possess the technical capability to produce radiation-hardened permanent magnets meeting accelerator specifications. Crystal growth facilities for lutetium-based scintillators number fewer than 5 globally, creating additional supply constraints, highlighting the critical minerals demand surge.
Separation technology limitations compound geographic concentration risks for heavy rare earths. Ion-adsorption clay processing requires specialised solvent extraction cascades with 50-100 stages for dysprosium/terbium separation. Technical expertise and equipment remain concentrated in China, making technology transfer difficult for alternative production locations.
Quality control requirements for accelerator applications exceed standard industrial specifications, further limiting supplier options. Magnetic property tolerances of ±2% and crystal optical uniformity of ±5% eliminate many potential suppliers who lack precision manufacturing capabilities. This quality premium creates additional supply chain concentration beyond raw material availability.
Alternative Materials Research and Recycling Initiatives
Grain boundary diffusion technology reduces heavy rare earth consumption in high-performance magnets by 15-25% while maintaining coercivity performance. This process deposits dysprosium or terbium selectively at grain boundaries where coercivity enhancement occurs, avoiding uniform distribution throughout magnet volume. Recovery rates of 90%+ make recycling economically viable for end-of-life accelerator components.
Recycling Process Efficiency:
• Magnet dissolution: 95-98% rare earth recovery from NdFeB waste
• Solvent extraction: 90-95% separation efficiency for individual REEs
• Electrowinning: 85-92% metal recovery with high purity
• Realloy processing: 80-90% material yield in new magnet production
Alternative scintillator materials under development aim to reduce dependence on lutetium and other scarce heavy rare earths. Caesium halide alternatives achieve 50,000+ photons per MeV with faster decay times, while organic scintillators provide radiation hardness for specific applications. Nevertheless, vacuum compatibility and temperature stability remain challenges for accelerator implementation.
Strategic stockpiling considerations for research facilities reflect the critical nature of rare earth-enabled components for scientific infrastructure. CERN maintains 2-3 year inventory of critical magnet materials, while U.S. national laboratories coordinate purchasing to achieve volume discounts and supply security. Government strategic reserves include limited quantities of processed rare earths but lack accelerator-specific grades.
Research into permanent magnet alternatives focuses on iron-nitrogen compounds and manganese-based alloys that could provide similar magnetic performance without rare earth dependence. Current energy products reach 20-30 MGOe in laboratory demonstrations, approaching commercial NdFeB performance levels. However, manufacturing scalability and cost competitiveness remain significant challenges for practical implementation.
The next major ASX story will hit our subscribers first
How Do Different Accelerator Types Utilise Rare Earth Components?
Each accelerator architecture presents unique requirements for magnetic focusing, beam diagnostics, and RF systems that determine rare earth component selection and performance specifications. Linear accelerators emphasise compact permanent magnet focusing, while synchrotrons demand long-term stability and precision field control. Medical cyclotrons prioritise reliability and temperature stability for clinical environments, representing significant advances in mining industry innovation.
Linear Accelerator (LINAC) Applications
Compact permanent magnet focusing systems enable LINAC designs with reduced footprint and power consumption compared to electromagnet alternatives. Medical LINACs utilise NdFeB quadrupole magnets providing 10-40 T/m gradients in focusing sections between RF cavities. These systems eliminate cooling water requirements and reduce installation complexity for hospital environments.
Beam current monitoring in LINACs relies heavily on rare earth-based diagnostic components that provide real-time feedback for dose control systems. YAG:Ce and LYSO:Ce screens intercept primary or scattered radiation to create visible beam profile images, while ion chamber systems with YIG RF components measure beam current with ±1% accuracy required for medical applications.
LINAC Magnet Specifications:
• Field strength: 0.1-0.5 Tesla for focusing quadrupoles
• Physical length: 10-50 cm depending on beam energy
• Aperture diameter: 15-30 mm for typical medical beam sizes
• Field uniformity: ±2% across usable aperture
• Temperature stability: ±0.1% per degree Celsius maximum
Cost advantages over electromagnet alternatives make permanent magnet systems attractive for medical and industrial LINAC applications. Installation costs reduce by 30-50% through elimination of cooling systems and power supplies, while operating costs decrease by $10-20k annually per focusing element. Maintenance intervals extend from 6 months to 3-5 years due to permanent magnet reliability.
Temperature stability requirements for medical applications demand careful magnet material selection and thermal compensation. Clinical environments with ±5°C temperature variation require SmCo magnets for critical focusing elements, while NdFeB systems serve adequately for temperature-controlled accelerator vaults. Thermal expansion compensation through mechanical design maintains beam focusing accuracy.
Synchrotron and Storage Ring Requirements
High-field undulators for brilliant X-ray generation represent the most demanding application of rare earth permanent magnets in synchrotron facilities. Third-generation storage rings achieve 10^18-10^20 photons/(s·0.1%BW·mm²·mrad²) spectral brightness using NdFeB Halbach arrays with 1.5-2.0 Tesla peak fields and 20-50 mm periods. The performance of these systems reflects the ongoing rare earth breakthrough in magnet technology.
Beam lifetime considerations in storage rings impose strict requirements on magnetic field quality and vacuum compatibility. Field errors above ±0.1% reduce beam lifetime through resonance excitation, while outgassing from magnet assemblies degrades vacuum quality. SmCo systems provide superior vacuum compatibility through lower hydrogen content and better thermal stability.
Insertion Device Specifications for Modern Synchrotrons:
| Parameter | Bending Magnets | Undulators | Wigglers |
|---|---|---|---|
| Peak Field | 1.5-2.0 Tesla | 1.0-2.0 Tesla | 2.0-4.0 Tesla |
| Period Length | N/A | 15-50 mm | 50-200 mm |
| Number of Periods | N/A | 50-200 | 10-50 |
| Photon Energy | 5-30 keV | 1-100 keV | 1-500 keV |
Maintenance schedules and component replacement cycles reflect the harsh operating environment of high-energy synchrotrons. Radiation exposure of 10^15-10^16 neutrons/cm² annually gradually degrades permanent magnet performance, requiring replacement every 10-15 years for insertion devices near beam collision points. Regular magnetic field mapping monitors performance degradation to schedule preventive maintenance.
Beam extraction efficiency optimisation utilises permanent magnet systems for kicker and septum magnets that deflect stored beams into experimental stations. Fast rise times of 10-100 nanoseconds achieved through permanent magnet bias and pulsed electromagnetic correction provide precise beam delivery timing. Consequently, sustainable accelerator technologies are advancing through YIG-based RF systems that trigger extraction sequences with femtosecond synchronisation accuracy.
Cyclotron and Medical Isotope Production Systems
Compact permanent magnet sector designs enable cyclotron installations in hospital basements and radiopharmacy facilities where space and infrastructure constraints prohibit superconducting alternatives. 18 MeV proton cyclotrons for F-18 FDG production utilise NdFeB sector magnets providing 1.0-1.5 Tesla fields in 2-3 metre diameter systems.
Medical isotope production demands exceptional reliability and regulatory compliance that permanent magnet systems uniquely provide. Zero cooling failures and minimal maintenance requirements ensure >95% uptime essential for hospital radiopharmacy operations. FDA validation protocols for medical device manufacturing favour passive magnetic systems over complex superconducting alternatives.
Cyclotron Design Parameters:
• Proton energy: 10-30 MeV for medical isotope production
• Magnetic field: 1.0-2.0 Tesla in acceleration regions
• Sector angle: 30-60 degrees per magnet sector
• Beam current: 10-500 μA typical operation
• Target heating: 5-50 kW power deposition management
Regulatory compliance for medical device manufacturing requires extensive documentation of magnet material properties and traceability through supply chains. FDA 21 CFR Part 820 quality system regulations apply to cyclotron magnet assemblies, demanding validated manufacturing processes and component certification. These requirements emphasise the critical importance of understanding the rare earth role in particle accelerators for ensuring reliable medical isotope production systems.
Ready to Stay Ahead of the Next Rare Earth Discovery?
Discovery Alert provides instant notifications on significant ASX rare earth discoveries, powered by its proprietary Discovery IQ model, helping investors identify actionable opportunities before the broader market recognises their potential. Understand why major mineral discoveries can lead to substantial returns by exploring historic examples of exceptional market performance from early-stage rare earth companies.

