May 21, 2026
The Invisible Chemical Chain Binding Western Rare Earth Recycling to China
Rare earth supply chain resilience has dominated policy conversations across the United States, European Union, United Kingdom, and Australia for the better part of a decade. Billions of dollars have been committed to building domestic mining operations, processing facilities, and magnet manufacturing plants outside of China. Yet beneath this high-profile mobilisation sits an underexamined structural weakness that quietly undermines the entire project: the chemicals required to actually refine rare earth elements remain overwhelmingly sourced from the same country that Western nations are trying to reduce their dependence on.
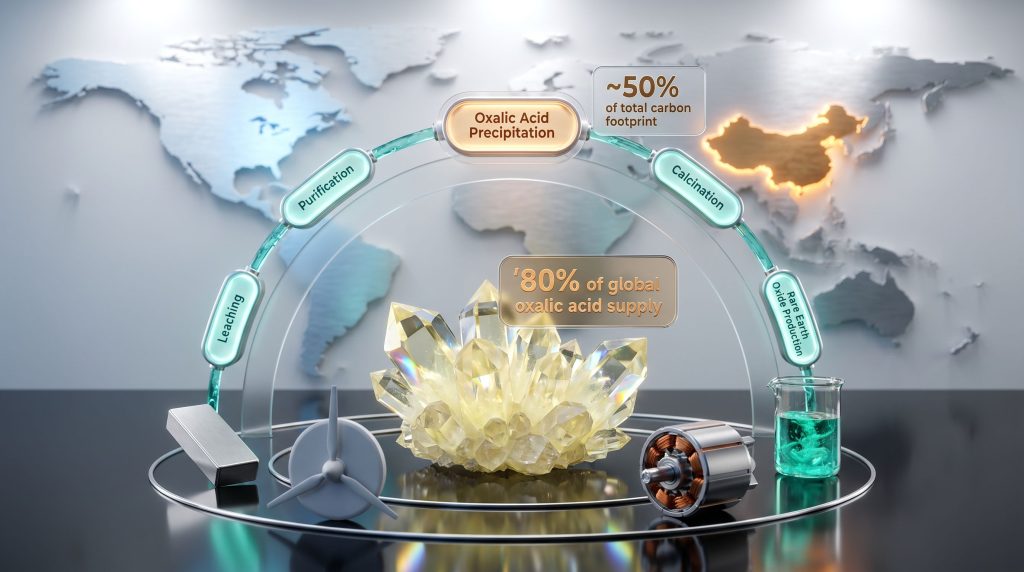
Oxalic acid is the clearest example of this paradox. It is the primary precipitation reagent in hydrometallurgical rare earth processing, the chemical that converts a dissolved leach solution into the solid rare earth oxalate intermediates that can be calcined into high-purity rare earth oxides. Without it, the vast majority of Western rare earth recycling operations cannot produce a marketable product. Furthermore, more than 80% of global oxalic acid supply is manufactured in China.
Understanding how oxalic acid dependence in rare earth recycling creates systemic vulnerability requires tracing the full processing chain, examining the reagent consumption dynamics at scale, and mapping the strategic solutions now emerging from technology developers and recycling operators alike.
When big ASX news breaks, our subscribers know first
What Oxalic Acid Actually Does in Rare Earth Processing
The Selective Precipitation Mechanism
Oxalic acid functions as a highly selective precipitating agent in the hydrometallurgical refining of rare earth elements. When introduced into a purified rare earth leach solution, it reacts with trivalent rare earth cations to form rare earth oxalates, which are insoluble compounds that precipitate out of solution and can be separated through filtration. These oxalate solids are then calcined at temperatures typically ranging from 800°C to 1,000°C, leaving behind high-purity rare earth oxides suitable for downstream use in magnet alloy production and other advanced material applications.
The selectivity of this precipitation mechanism is what makes oxalic acid so difficult to substitute without fundamentally redesigning the processing platform. Rare earth oxalate complexes exhibit significantly different solubility characteristics compared to many common impurities found in recycled magnet leach solutions, particularly iron, aluminium, and boron. This difference in behaviour allows processors to achieve meaningful rare earth separation from these contaminants through careful pH management, temperature control, and staged addition protocols.
The foundational nature of this reagent in recycling workflows has been illustrated in early process demonstrations describing rare earth recovery systems requiring only air, water, oxalic acid, and electricity. The simplicity of that formulation, however, obscures a significant operational reality: oxalic acid is not a minor process additive. It is the central mechanism through which dissolved rare earth elements become solid, separable, high-purity compounds.
The Hydrometallurgical Processing Sequence
To understand where oxalic acid creates vulnerability, it helps to map exactly where it enters the processing chain for recycled NdFeB permanent magnets:
- Mechanical disassembly and physical separation of rare earth-bearing components from end-of-life motors, wind turbines, hard drives, and consumer electronics
- Acid leaching of the magnet material using hydrochloric or sulfuric acid, dissolving neodymium, praseodymium, dysprosium, and other rare earths into an aqueous solution alongside iron, boron, and other elements
- Impurity removal and solution purification using solvent extraction, ion exchange, or precipitation stages to reduce concentrations of non-rare earth metals
- Selective REE precipitation via oxalic acid addition, producing insoluble rare earth oxalate solids at controlled pH, temperature, and reagent concentration conditions
- Filtration, washing, and calcination of the rare earth oxalate solids to yield rare earth oxides with commercial purity specifications
- Downstream use in magnet alloy production, phosphors, catalysts, and other advanced material applications
At step four, oxalic acid is not catalytic. It is consumed stoichiometrically in the precipitation reaction, meaning that every cycle of production requires fresh reagent inputs. This continuous consumption pattern creates a persistent procurement dependency with no natural mitigation over time.
China's Grip on the Oxalic Acid Supply Chain
An 80% Market Share That Rarely Appears in Policy Documents
The scale of Chinese dominance in oxalic acid manufacturing is comparable to its dominance in rare earth supply chains, yet it receives a fraction of the policy attention. China accounts for more than 80% of global oxalic acid production, with manufacturing capacity concentrated in energy-intensive chemical synthesis facilities across major industrial regions.
Conventional oxalic acid synthesis involves the oxidation of carbohydrate substrates or ethylene glycol using nitric acid in the presence of vanadium-based catalysts, a process that requires substantial energy inputs for both the reaction stage and the downstream purification steps. Chinese industrial parks have optimised these routes through economies of scale and access to lower-cost energy, establishing a cost structure that Western chemical manufacturers have struggled to match.
The result is a dual dependency that has largely escaped strategic attention:
- Western rare earth recyclers are exposed to Chinese dominance in rare earth feedstock and processing chemistry
- The reagent required to operate Western refining capacity is itself sourced from Chinese manufacturers
- Supply disruption at the chemical level would halt rare earth production even where processing infrastructure is fully operational
- Price volatility in oxalic acid directly impacts operating economics for Western recyclers without any domestic fallback supplier
Quantifying the Risk Exposure
| Risk Dimension | Oxalic Acid Exposure Level | Consequence for Western REE Recyclers |
|---|---|---|
| Supply disruption risk | 80%+ Chinese production share | High — limited qualified alternative suppliers |
| Price volatility | Continuously consumed reagent | Ongoing operating cost pressure with no domestic hedge |
| Embedded carbon footprint | Energy-intensive synthesis route | Sustainability and compliance liability |
| Geopolitical leverage | Dual-use industrial chemical | Potential export restriction vulnerability |
| Regulatory exposure | Import dependency | Supply chain resilience risk under tightening frameworks |
| Switching cost | Process optimised around Chinese-sourced oxalic acid | Technical re-qualification time measured in months |
"The rare earth supply chain debate has focused heavily on mining permits and magnet manufacturing capacity. The reagent layer, particularly oxalic acid, represents a structurally equivalent vulnerability that has received far less strategic investment or policy attention."
The Reagent Consumption Problem at Scale
Why Processors Use Far More Oxalic Acid Than Theory Suggests
One of the least-discussed aspects of oxalic acid dependence in rare earth recycling is the gap between theoretical stoichiometric consumption and actual operational usage. In a perfectly purified rare earth solution, the quantity of oxalic acid required to precipitate all rare earth elements can be calculated precisely from their concentrations. Real-world process solutions, however, contain significant quantities of competing ions, particularly iron and aluminium, that react with oxalic acid and reduce its effective availability for rare earth precipitation.
Research published in RSC Advances illustrates the sensitivity of recovery efficiency to reagent dosage:
- At stoichiometric oxalic acid dosage, REE precipitation efficiency reaches approximately 93%
- Increasing dosage to 1.4 times stoichiometric raises recovery to 98.1%, though excess reagent also elevates the risk of iron co-precipitation
- Across concentration gradients from 0 to 80 g/L oxalic acid, REE precipitation rates can rise from approximately 4.2% to 95.0%, demonstrating the strong dependence of recovery on reagent availability
These figures have an important operational implication: processors routinely use oxalic acid in significant excess above theoretical requirements to achieve the high recovery rates needed for commercial viability. Every percentage point of additional recovery achieved through higher dosage amplifies the quantity of reagent consumed per tonne of processed material, compounding both cost exposure and supply chain dependency at scale.
The impurity challenge is directly related to feedstock quality. Recycled NdFeB magnet leach solutions typically contain high concentrations of iron, a direct consequence of the iron-dominant composition of the magnet alloy itself, which is approximately 65–70% iron by mass. Iron removal ahead of the oxalic acid precipitation step is therefore critical not only for purity reasons but for reagent efficiency, creating a process design tradeoff between upstream purification investment and downstream reagent consumption costs.
Oxalic Acid as the Dominant Carbon Footprint Driver
Perhaps the most striking finding to emerge from operational analysis of rare earth recycling processes is the carbon footprint attribution of oxalic acid consumption. According to assessments by Ionic Rare Earths, oxalic acid accounts for approximately 50% of the total carbon footprint of its rare earth recycling process.
This is a counterintuitive result for an industry that markets recycled rare earths as a lower-carbon alternative to primary production. The embedded emissions from manufacturing, transporting, and consuming oxalic acid at the volumes required for commercial-scale recycling operations are large enough to represent the single largest emissions contributor within the process.
"IonicRE's recycling platform already delivers a carbon footprint approximately 60% lower than producing equivalent rare earth oxides from mined ore. Even within that substantially reduced baseline, oxalic acid remains a significant and addressable emissions liability."
The carbon intensity of conventional oxalic acid synthesis reflects both the energy requirements of the chemical reaction and the emissions associated with the nitric acid oxidation chemistry employed in most production routes. When multiplied across the quantities consumed in a commercial rare earth recycling operation, the aggregate emissions contribution becomes material to the overall sustainability profile of the recycled product — a profile increasingly scrutinised by automotive, defence, and clean energy end users with their own scope three emissions obligations. Indeed, rare earth processing challenges of this kind are rarely visible until operations reach commercial scale.
Strategies for Breaking the Oxalic Acid Dependency
Process Optimisation: Maximising Recovery at Minimum Dosage
The most immediate pathway to reducing oxalic acid dependence in rare earth recycling involves improving the purity of process solutions entering the precipitation stage, consequently reducing the excess reagent required to achieve target recovery rates. Cleaner leach solutions with lower concentrations of iron, aluminium, and other competing ions allow processors to approach theoretical stoichiometric consumption more closely, reducing the quantity of reagent wasted on impurity precipitation.
Active research and development efforts in this space focus on:
- Enhanced upstream solvent extraction stages that remove iron and aluminium more completely before the precipitation step
- pH control protocols that minimise competing reactions without compromising rare earth precipitation kinetics
- Temperature optimisation to improve selectivity of the oxalate precipitation reaction
- Staged precipitation sequences that allow partial recovery at lower dosage before secondary precipitation captures remaining rare earths
These process improvements can meaningfully reduce oxalic acid consumption per unit of output without requiring changes to the fundamental processing chemistry, making them accessible to existing facilities without significant capital expenditure.
Closed-Loop Reagent Regeneration
A more structurally significant approach involves designing the processing system to recover and reuse oxalic acid within the process loop rather than treating it as a disposable consumable. Oxalic acid loss has been identified as a core viability constraint for commercial-scale REE recycling operations, and closed-loop regeneration addresses this directly by converting what is currently a recurring procurement cost into a recoverable process asset.
Conceptually, closed-loop oxalic acid systems capture the filtrate from the precipitation stage, which contains unreacted and partially consumed oxalic acid, and treat it to recover usable reagent for reintroduction into the process. The technical challenges involve maintaining reagent purity through multiple reuse cycles and managing the accumulation of impurities in the recovered stream, both of which require careful process design and ongoing analytical monitoring.
Electro-Extraction as a Complete Replacement
The most transformative solution currently at operational deployment stage involves replacing the oxalic acid precipitation step entirely with a proprietary electro-extraction platform. Nth Cycle Inc., a U.S.-based technology developer, has demonstrated high effectiveness in recovering rare earth elements without requiring oxalic acid as a precipitation agent.
The Nth Cycle electro-extraction approach replaces the chemical precipitation mechanism with an electrochemical separation process that selectively recovers rare earth elements from leach solutions. Critically, the integrated system regenerates hydrochloric acid for reuse within the process loop, eliminating the need for continuous external reagent imports. The operational advantages of this approach are substantial:
- Eliminates continuous oxalic acid procurement from Chinese manufacturers
- Regenerates process acid internally, reducing input costs
- Lowers carbon emissions by removing the embedded footprint of oxalic acid synthesis and transport
- Removes geopolitical supply chain exposure at the reagent level
- Reduces co-precipitation impurity risk by removing the selectivity limitations of chemical precipitation
Ionic Rare Earths has entered a joint development and licensing agreement with Nth Cycle to integrate this electro-extraction platform into its rare earth magnet recycling facility in Belfast, Ireland. The integration is planned for completion before the end of 2026, positioning the Belfast facility as one of the first operational validation sites for this approach at commercial process scale.
Bio-Based Oxalic Acid Production
An emerging research pathway proposes producing oxalic acid through biological fermentation rather than fossil-fuel-derived chemical synthesis, potentially enabling domestic production with substantially lower carbon intensity. Yeast-based biological production of oxalic acid has shown strong performance in laboratory-scale testing for REE leaching and precipitation applications, with results suggesting the bio-derived reagent performs comparably to conventionally synthesised material in rare earth processing chemistry.
The strategic appeal of this pathway is significant. Biological fermentation of oxalic acid using agricultural substrate feedstocks could, if scaled, enable allied nations to produce their own processing reagent supply domestically, eliminating the Chinese manufacturing dependency without requiring process technology replacement. However, commercial-scale deployment has not yet been demonstrated, and the pathway remains at early-stage development with substantial questions around production economics, yield consistency, and supply scalability still to be resolved.
CO₂-Derived Oxalic Acid Synthesis
A more speculative but technically interesting research direction involves the electrochemical conversion of captured carbon dioxide into oxalic acid, creating a circular chemistry pathway where a greenhouse gas becomes a functional process reagent. University research groups have demonstrated proof-of-concept conversion at laboratory scale, with the theoretical appeal lying in the dual benefit of carbon capture utilisation and domestic reagent production.
If this pathway can be scaled to commercially relevant volumes, it would simultaneously address carbon capture objectives and supply chain resilience requirements — two policy priorities that rarely intersect at the process chemistry level. Current assessments suggest the technology requires substantial development before it can compete on cost with conventional synthesis routes, but the directional alignment with both decarbonisation and supply chain security agendas gives it long-term strategic relevance.
The Strategic Picture: What Reagent Independence Actually Means
Mapping the Full Supply Chain Impact
| Supply Chain Stage | Current Vulnerability | Impact of Oxalic Acid Independence |
|---|---|---|
| Reagent procurement | 80%+ Chinese oxalic acid supply | Eliminated through closed-loop regeneration |
| Process carbon footprint | ~50% attributable to oxalic acid | Substantially reduced |
| Operating cost structure | Continuous reagent import cost | Converted to internal process efficiency |
| Geopolitical exposure | Dual REE and chemical dependency | Single-layer dependency removed |
| Recycled material purity | Co-precipitation impurity risk | Improved via electrochemical selectivity |
| Sustainability credentials | Embedded carbon in recycled REEs | Strengthened for end-user compliance requirements |
Why Reagent Security Is the Missing Dimension of Critical Minerals Policy
Western critical minerals policy frameworks have made meaningful progress in addressing mining access, processing facility construction, and magnet manufacturing localisation. What these frameworks have not yet systematically addressed, however, is the chemical reagent layer — the continuous procurement of processing chemicals that are themselves predominantly manufactured in China.
Oxalic acid dependence in rare earth recycling is the most concrete current example of this gap. A Western rare earth recycling facility that has achieved complete independence from Chinese rare earth feedstock still requires monthly shipments of Chinese-produced oxalic acid to maintain operations. This connects directly to broader concerns around China's rare earth export restrictions, which demonstrate how geopolitical leverage can be applied at multiple points across the supply chain simultaneously. This is not a theoretical risk — it is an operational reality for every facility currently using conventional hydrometallurgical processing.
Nth Cycle CEO Megan O'Connor has noted that "building a resilient supply chain requires solving every point of dependence, not just the most visible ones." This observation captures precisely the strategic blind spot that reagent security represents.
"No major Western critical minerals strategy currently includes specific provisions for securing domestic oxalic acid supply or directing investment toward reagent alternatives. This represents a structural gap in existing supply chain resilience frameworks that warrants dedicated policy attention."
The next major ASX story will hit our subscribers first
Frequently Asked Questions: Oxalic Acid in Rare Earth Recycling
What is oxalic acid used for in rare earth recycling?
Oxalic acid selectively precipitates rare earth elements from purified leach solutions as insoluble rare earth oxalates, which are subsequently calcined into high-purity rare earth oxides used in permanent magnet manufacturing and other advanced material applications.
Why does oxalic acid represent a supply chain risk for Western rare earth processors?
China produces more than 80% of global oxalic acid supply. Because oxalic acid is continuously consumed in conventional rare earth refining, Western recyclers operating at commercial scale face the same geopolitical supply chain risks they are attempting to eliminate at the mining and magnet manufacturing level.
How much of rare earth recycling's carbon footprint comes from oxalic acid?
Operational assessments by Ionic Rare Earths indicate that oxalic acid consumption accounts for approximately 50% of the total process carbon footprint in its integrated rare earth recycling operation, making it the single largest emissions driver even within a process that already delivers substantially lower carbon intensity than primary rare earth oxide production.
What technologies can replace oxalic acid in rare earth recycling?
Electro-extraction platforms that regenerate hydrochloric acid internally, closed-loop oxalic acid regeneration systems, bio-based oxalic acid production via yeast fermentation, and CO₂-derived electrochemical synthesis are the primary alternatives under development or active deployment.
Can rare earth recycling achieve high purity without oxalic acid?
Yes. Electro-extraction platforms have demonstrated effective recovery of high-purity rare earth compounds without relying on oxalic acid precipitation chemistry. The electrochemical separation mechanism provides selectivity through different physical and chemical principles, and the Nth Cycle system regenerates process acids internally rather than consuming external reagent inputs.
Is bio-based oxalic acid production commercially viable for REE processing?
Bio-based production via yeast fermentation has demonstrated strong performance in laboratory-scale rare earth processing applications, but commercial-scale deployment has not yet been established. The pathway remains promising for long-term reagent supply diversification but is not yet a near-term solution for operating facilities.
The Road Ahead for Reagent-Independent Rare Earth Recycling
Near-Term Milestones That Will Shape the Transition
The clearest near-term validation opportunity is the planned integration of Nth Cycle electro-extraction technology into IonicRE's Belfast rare earth magnet recycling facility before the end of 2026. Success at this facility would establish a replicable engineering template for eliminating oxalic acid dependence in rare earth recycling operations at commercial scale, demonstrating that the transition from chemical precipitation to electrochemical recovery is operationally viable outside of laboratory conditions.
In addition, the energy security implications of achieving reagent independence extend well beyond individual company economics — they shape the credibility of allied-nation commitments to critical minerals demand projections tied to the clean energy transition. Additional milestones to watch include:
- Demonstration of hydrochloric acid regeneration performance at sustained commercial throughput
- Quantification of carbon footprint reduction achieved through oxalic acid elimination at scale
- Regulatory and investor recognition of reagent security as a distinct critical minerals policy priority
- Progress toward commercial-scale bio-based and CO₂-derived oxalic acid production routes
The Long-Term Structural Outcome
The trajectory of current technology development and partnership activity points toward a Western rare earth recycling industry that achieves genuine reagent independence — not merely processing infrastructure independence. This distinction matters because an industry that has localised mining, separation, and magnet manufacturing but still imports its processing chemistry from China has solved the visible problem while leaving the underlying vulnerability intact.
A genuinely resilient Western rare earth supply chain will be characterised by:
- Closed-loop processing architectures that regenerate key reagents internally
- Recycled rare earth oxides carrying validated low-carbon credentials that meet the scope three obligations of automotive, defence, and clean energy end users
- Replicable processing templates that can be deployed across U.S., EU, UK, and allied nation refining operations without creating new single-source reagent dependencies
- Policy frameworks that explicitly address reagent security alongside mining access and processing capacity
The Belfast integration represents one step in this direction, but the broader implication is a fundamental redesign of how Western rare earth processing operations are conceived. The shift from linear, reagent-consuming hydrometallurgical platforms to closed-loop, self-sustaining processing architectures is not merely an efficiency improvement. It is the engineering prerequisite for a rare earth supply chain that can credibly describe itself as independent.
This article covers forward-looking industry developments and technology deployments. Readers should note that integration timelines, technology performance outcomes, and policy developments described herein are subject to change. Nothing in this article constitutes financial or investment advice. Investors should conduct their own due diligence before making investment decisions related to any companies or technologies referenced.
Want to Track the Next Major Mineral Discovery Before the Market Does?
Discovery Alert's proprietary Discovery IQ model delivers real-time alerts on significant ASX mineral discoveries — cutting through complex data across more than 30 commodities to surface actionable opportunities the moment they are announced. Explore historic discoveries and their returns to see what's possible, then begin your 14-day free trial to position yourself ahead of the broader market.

