June 15, 2026
Supply chain vulnerabilities have reached unprecedented levels across critical technology sectors, creating strategic pressure points that threaten global manufacturing resilience. The convergence of geographic concentration risks, technological dependencies, and accelerating demand for advanced materials has exposed fundamental weaknesses in established procurement models. Within this context, recycled rare earth magnets emerge as both a strategic necessity and transformative opportunity for reshaping industrial supply chains.
Understanding the Critical Role of Recycled Rare Earth Magnets in Modern Technology
The foundation of modern electronics, renewable energy systems, and electric vehicles rests upon permanent magnet technologies that utilize specific rare earth elements in precise compositions. Neodymium-iron-boron (NdFeB) magnets represent the apex of permanent magnet performance, delivering magnetic strength essential for compact, high-efficiency applications across diverse industries.
The Composition and Applications of NdFeB Magnets
Recycled rare earth magnets maintain the fundamental composition characteristics that make them indispensable across technology sectors. These permanent magnets typically contain neodymium, praseodymium, and dysprosium in carefully balanced proportions that determine their magnetic properties and thermal stability.
| Element | Typical Range (%) | Primary Function |
|---|---|---|
| Neodymium | 25-35 | Magnetic strength |
| Iron | 60-70 | Structural matrix |
| Boron | 1-2 | Crystal structure |
| Dysprosium | 2-12 | High-temperature stability |
| Praseodymium | 3-8 | Magnetic enhancement |
The performance characteristics of these magnets create irreplaceable advantages in specific applications:
- Electric vehicle motors: High power density requirements demand maximum magnetic strength in minimal space
- Wind turbine generators: Offshore installations require materials capable of sustained performance in harsh environments
- Consumer electronics: Smartphone speakers, hard drives, and headphones depend on precise magnetic field control
- Medical devices: MRI machines and surgical equipment utilize specialized magnetic configurations
Supply Chain Vulnerabilities and Strategic Dependencies
Current global supply patterns reveal concerning concentration risks that recycled rare earth magnets could help address. Furthermore, geographic clustering of production capacity creates single points of failure for critical minerals energy security across critical technology supply chains.
Key vulnerabilities include:
- Mining operations concentrated in specific geological regions with limited alternatives
- Processing facilities requiring specialized infrastructure and technical expertise
- Export restrictions and trade policy uncertainties affecting material availability
- Price volatility driven by supply-demand imbalances and geopolitical tensions
Import dependency statistics demonstrate the strategic nature of these materials. Major manufacturing economies rely heavily on external sources for rare earth elements, with limited domestic alternatives currently available. This dependency extends beyond raw materials to include processed oxides, alloys, and finished magnet products.
When big ASX news breaks, our subscribers know first
How Do Current Recycling Technologies Transform Waste Into Strategic Resources?
Advanced processing methodologies have emerged that can recover valuable materials from end-of-life products while maintaining quality standards required for demanding applications. These technologies operate across multiple pathways, each optimized for specific waste streams and output requirements.
Short-Loop Recycling: Magnet-to-Magnet Recovery Methods
Direct remanufacturing processes represent the most efficient pathway for maintaining material quality while minimizing energy consumption. The REACT UK project demonstrates this approach through collaborative development between industry partners and research institutions.
Recent developments show promising capacity scaling potential. Industrial facilities processing 100-1,000 tonnes annually have demonstrated the commercial viability of direct recovery methods. These operations achieve quality retention rates that preserve the magnetic properties essential for high-performance applications.
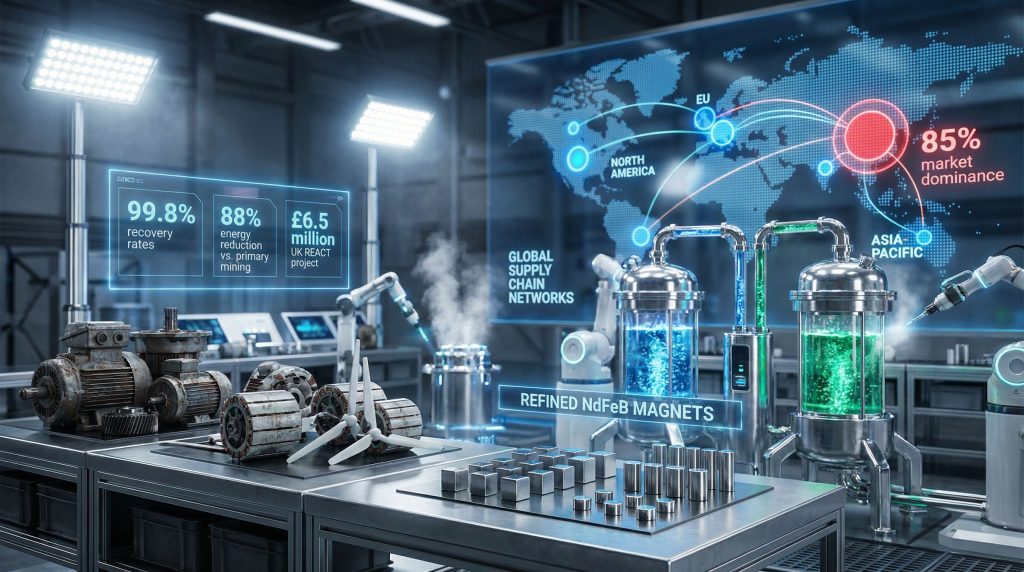
Energy efficiency comparisons reveal significant advantages over primary mining operations. Industry data indicates potential reductions of up to 88% in energy requirements compared to extracting and processing virgin materials, though these figures require verification across different processing methodologies.
Long-Loop Recycling: Element Separation and Purification
Hydrometallurgical extraction techniques enable recovery of individual rare earth elements from mixed waste streams. Advanced separation technologies can achieve recovery rates exceeding 99% for specific elements, creating high-purity outputs suitable for new magnet production.
Processing methodologies include:
- Acid dissolution: Breaking down magnet alloys into constituent elements
- Solvent extraction: Separating individual rare earth elements using selective chemistry
- Precipitation and purification: Producing high-purity oxides meeting industrial specifications
- Alloy reconstitution: Converting recovered materials into magnet-ready compositions
Chromatography and advanced solvent extraction systems enable precise control over element separation and purity levels. These techniques produce oxide and alloy outputs that meet stringent specifications for automotive and renewable energy mining solutions.
Hydrogen Processing Innovation: Room-Temperature Disintegration
Hydrogen-based processing represents a breakthrough approach for safe and efficient magnet recycling. The REACT UK project specifically utilizes innovative hydrogen-based processing methods to address challenges in traditional recycling approaches.
Key advantages include:
- Safe demagnetization: Hydrogen processing eliminates magnetic forces that complicate mechanical separation
- Material preservation: Room-temperature operations minimize thermal degradation of valuable elements
- Scalability potential: Industrial-scale hydrogen systems can process diverse waste streams efficiently
- Environmental benefits: Reduced chemical usage compared to traditional hydrometallurgical methods
This technology enables processing of complex waste streams containing multiple magnet types and compositions, expanding the range of materials suitable for recovery operations.
What Are the Primary Sources and Recovery Opportunities for Magnet Recycling?
Waste stream identification and characterization determine the economic viability and technical requirements for recycling operations. However, different sources present unique challenges and opportunities for material recovery.
End-of-Life Vehicle Recovery Programs
The automotive sector represents the most significant near-term opportunity for magnet recycling. The REACT UK project specifically targets recovery from end-of-life hybrid and electric vehicles, addressing a rapidly expanding waste stream.
Electric vehicle motors contain substantial quantities of high-grade NdFeB magnets designed for sustained high-performance operation. These components typically maintain their magnetic properties throughout vehicle service life, making them ideal candidates for recycling.
Recovery protocols focus on:
- Motor disassembly: Specialized techniques for accessing magnets within sealed motor housings
- Magnet extraction: Safe removal procedures that prevent damage to valuable materials
- Quality assessment: Testing procedures to determine suitability for different recycling pathways
- Logistics coordination: Collection and transportation systems for automotive recycling facilities
Hybrid vehicle systems present additional complexity due to smaller magnet quantities distributed across multiple components. Nevertheless, the accumulated volume from this source justifies specialized recovery procedures.
Electronics and Consumer Device Recycling Streams
Consumer electronics represent a distributed but substantial source of recyclable magnets. Hard drives, speakers, and mobile devices contain specialized magnets engineered for precise performance requirements.
Key characteristics include:
- Small component size: Individual magnets may be tiny but contain high-grade materials
- Diverse compositions: Different applications require varied rare earth element combinations
- Volume aggregation: Large quantities of devices needed to achieve economically viable processing volumes
- Contamination challenges: Mixed materials and protective coatings complicate separation processes
E-waste processing facility integration requires specialized equipment and procedures to efficiently extract and process these materials. Advanced sorting technologies enable automated identification and separation of magnet-containing components.
Wind Turbine Decommissioning and Material Recovery
Offshore wind installations present unique opportunities for large-scale magnet recovery. Individual turbine generators contain substantial quantities of rare earth magnets, making decommissioning operations economically attractive for recycling.
Recovery considerations include:
- Generator specifications: Large turbines contain 200-600 kg of rare earth magnets per unit
- Decommissioning timelines: First-generation offshore installations approaching 20-25 year service life
- Transportation logistics: Specialized handling required for large-scale component recovery
- Processing infrastructure: Regional facilities needed to handle concentrated waste volumes
Projected decommissioning schedules indicate significant material availability beginning in the 2030s, creating planning opportunities for recycling infrastructure development.
Which Countries and Companies Are Leading Recycling Infrastructure Development?
Regional strategies for recycling capacity development reflect national priorities for supply chain resilience and circular economy principles. Government funding mechanisms and industry partnerships demonstrate commitment to establishing domestic processing capabilities.
European Union Circular Economy Initiatives
The United Kingdom has established comprehensive funding mechanisms to support rare earth recycling development. The REACT UK project represents a significant milestone, receiving £6.5 million in total funding over three years.
Project funding structure:
- Total investment: £6.5 million over three years
- Government contribution: £3.2 million (49% of total costs)
- Funding source: UK Department for Business and Trade through DRIVE35 initiative
- Facilitation: Advanced Propulsion Centre UK in partnership with Innovate UK
- Strategic context: Part of £4 billion UK automotive R&D and capital funding program
The consortium approach brings together complementary capabilities across the supply chain. HyProMag leads the project alongside Mkango Rare Earths UK, with participation from EMR Group (metals recycling), Jaguar Land Rover (automotive manufacturing), Less Common Metals (specialist alloys), and the University of Birmingham (research institution).
Ian Constance, Advanced Propulsion Centre UK Chief Executive, emphasized that recent funding demonstrates the UK's determination to lead the shift to zero-emission mobility. The initiative represents investment in the technology, people, skills and companies that will define the future of clean transport while building the foundations of a competitive, resilient and sustainable automotive industry.
Germany and France have established parallel initiatives focusing on different aspects of the recycling value chain, though specific funding levels and timelines require verification from official government sources.
North American Supply Chain Resilience Programs
United States strategic initiatives emphasize reducing import dependencies through domestic recycling capacity development. The Mineral Security Partnership represents a framework for international cooperation on critical mineral supply chains, though specific rare earth recycling programs require detailed verification.
Canadian critical minerals strategy implementation includes rare earth elements as priority materials for domestic processing development. Mexico's participation in continental supply chain integration efforts focuses on manufacturing applications rather than primary recycling operations.
Regional coordination efforts aim to establish complementary capabilities across North American partners, reducing collective dependency on external sources for critical materials.
Asia-Pacific Regional Processing Capabilities
Japan maintains technological leadership in urban mining and recycling methodologies, with particular expertise in electronics waste processing. Advanced separation technologies developed for domestic applications have potential for broader international deployment.
Australia's geological advantages in rare earth reserves analysis create opportunities for integrated mining-recycling operations. South Korea's position as a major electronics manufacturer provides access to substantial waste streams suitable for processing.
Regional advantages include:
- Technological expertise: Advanced processing capabilities in urban mining
- Waste stream availability: Large volumes of electronics and automotive components
- Manufacturing integration: Direct connections between recycling operations and end-use applications
- Research collaboration: University-industry partnerships supporting technology development
What Economic and Environmental Benefits Drive Recycling Adoption?
Quantified benefits from recycling operations extend beyond cost considerations to include environmental impact reduction and supply security improvements. Multiple stakeholders gain advantages through circular economy approaches.
Cost Competitiveness Analysis
Processing cost comparisons between recycled and mined materials show evolving economic relationships. The REACT UK project specifically emphasizes maximising efficiency and sustainability, while minimising cost across combined recycling methods.
Capital investment requirements for recycling facilities typically range from £10-50 million for industrial-scale operations, depending on processing capacity and technology sophistication. Revenue generation potential from scrap material streams provides partial offset to capital costs.
Economic factors include:
- Feedstock costs: Waste materials often available at lower cost than virgin materials
- Processing complexity: Different methodologies require varying levels of technical sophistication
- Market pricing: Recycled materials must compete with established supply chains
- Volume requirements: Minimum processing scales needed for economic viability
Carbon Footprint and Environmental Impact Reduction
Lifecycle assessments demonstrate substantial environmental advantages for recycling operations compared to primary mining and processing. Energy requirements represent the most significant component of environmental impact reduction.
Industry estimates suggest energy consumption reductions of 70-90% compared to primary production, though specific figures require verification across different processing methodologies and geographic locations.
Environmental benefits include:
- Reduced mining impacts: Avoided land disturbance and ecosystem disruption
- Lower energy consumption: Recycling processes typically require less energy than primary extraction
- Decreased chemical usage: Advanced processing methods minimise environmental releases
- Waste stream reduction: Valuable materials diverted from disposal pathways
Supply Security and Price Volatility Mitigation
Strategic stockpile alternatives through recycling provide buffer capacity against supply disruptions. The REACT UK project specifically aims to improve sustainability, resilience and security of supply for critical materials.
Price stability benefits emerge from reduced dependency on external suppliers and decreased exposure to geopolitical supply chain risks. Consequently, domestic recycling capacity creates competitive alternatives to imported materials.
The REACT UK project represents a key milestone in establishing an integrated and resilient rare earth magnet supply chain in the UK and supports the UK's transition to zero-emission mobility, strengthening domestic manufacturing capability and embedding circular economy principles at scale.
What Challenges Limit Current Recycling Rates and How Can They Be Overcome?
Technical and economic barriers constrain recycling adoption rates across different waste streams and processing methodologies. Understanding these limitations enables targeted solutions for capacity expansion.
Technical Barriers in Material Separation
Magnet adhesion and mechanical bonding create challenges for automated separation processes. Strong magnetic forces interfere with conventional shredding and sorting equipment, requiring specialized handling procedures.
Contamination issues in mixed waste streams reduce material quality and processing efficiency. Electronic devices contain multiple materials that must be separated before magnet recovery can proceed effectively.
Separation challenges include:
- Magnetic interference: Strong fields affecting processing equipment and safety procedures
- Material bonding: Adhesives and mechanical attachments complicating removal
- Component identification: Automated systems struggling with diverse product designs
- Quality preservation: Preventing damage during extraction and handling operations
Quality degradation during processing cycles limits the number of times materials can be recycled effectively. Advanced processing methods aim to minimise this degradation while maintaining economic viability.
Economic Viability and Scale Requirements
Minimum processing volumes for profitable operations create barriers for regional recycling facilities. Collection and transportation costs must be optimised to maintain economic competitiveness with virgin materials.
The REACT UK project addresses scale requirements through consortium collaboration, combining waste streams from automotive, electronics, and other sources to achieve viable processing volumes.
Scale considerations include:
- Collection networks: Efficient systems for aggregating materials from diverse sources
- Transportation logistics: Minimising costs while maintaining material quality
- Processing flexibility: Equipment capable of handling variable feedstock compositions
- Market integration: Establishing demand for recycled materials across multiple applications
Regulatory and Standardisation Gaps
Product design requirements for recyclability remain voluntary in most jurisdictions. Extended producer responsibility frameworks could create incentives for manufacturers to design products with end-of-life recovery in mind.
International standards for recycled magnet quality help establish market confidence in recycled materials. Industry specifications must address performance requirements while accommodating variations inherent in recycled feedstocks.
Regulatory developments needed:
- Design for disassembly: Requirements for accessible component separation
- Producer responsibility: Financial incentives for recyclable product design
- Quality standards: Technical specifications for recycled material performance
- Trade facilitation: International frameworks for recycled material commerce
The next major ASX story will hit our subscribers first
How Will Recycled Rare Earth Magnets Shape Future Technology Markets?
Market transformation opportunities extend across multiple technology sectors as recycling capacity scales and quality standards improve. Strategic partnerships between recyclers and manufacturers enable closed-loop material flows.
Electric Vehicle Industry Transformation
Automotive manufacturers increasingly recognise recycling as essential for sustainable operations. Jaguar Land Rover's participation in the REACT UK consortium demonstrates industry commitment to circular supply chains.
William Dawes, HyProMag Chief Executive, notes that recycled magnet development accelerates development of higher-grade magnets for electric drive motor applications, which complements existing portfolio of magnet grades. This project will catalyse a UK supply of magnets for automotive drive motor applications, ensuring cost and sustainability are maximised for different performance requirements.
Industry developments include:
- Design integration: EV manufacturers incorporating recycled materials into new vehicle specifications
- Supply partnerships: Long-term agreements between automakers and recycling operators
- Technology advancement: Recycled materials meeting or exceeding performance requirements for demanding applications
- Circular economy: Closed-loop systems where end-of-life vehicles provide materials for new production
Renewable Energy Sector Integration
Wind and solar industry applications create substantial demand for high-performance magnets. Grid-scale energy storage systems require reliable sources of critical materials for long-term deployment success.
Offshore wind decommissioning planning increasingly includes material recovery components. Strategic partnerships between energy companies and recycling operators enable coordinated material flows.
Sector integration includes:
- Project planning: Decommissioning strategies incorporating material recovery from project inception
- Technology development: Recycled materials meeting stringent performance requirements for renewable energy applications
- Supply security: Domestic recycling reducing dependency on external sources for critical projects
- Sustainability metrics: Recycled content contributing to environmental impact assessments
Electronics Manufacturing Evolution
Consumer device manufacturers face increasing pressure to demonstrate circular economy principles. Smartphone and laptop design for disassembly remains limited but shows growing industry attention.
Data centre equipment recycling programmes address large-scale waste streams with concentrated valuable materials. These applications provide testing grounds for recycled magnet performance in demanding operational environments.
Manufacturing trends include:
- Product design: Improved accessibility for component recovery and material separation
- Supply diversification: Multiple sources including recycled materials for supply security
- Performance validation: Testing programmes demonstrating recycled material capabilities
- Market differentiation: Sustainability credentials becoming competitive advantages
What Investment Opportunities Exist in the Recycling Value Chain?
Capital deployment opportunities span technology development, infrastructure construction, and integrated supply chain solutions. Public-private partnerships demonstrate viable funding models for large-scale development.
Technology Development and Licensing
Intellectual property opportunities in processing innovation create potential for technology licensing and equipment sales. The REACT UK project combines advanced recycling routes and innovative hydrogen-based processing methods that could have broader applications.
University-industry research collaboration models provide pathways for technology transfer and commercialisation. The University of Birmingham's participation in REACT UK exemplifies academic-industry partnerships in technology development.
Development opportunities include:
- Process optimisation: Improved efficiency and cost reduction through technological advancement
- Equipment manufacturing: Specialised machinery for recycling operations
- Software systems: Process control and optimisation technologies
- International licensing: Technology transfer to emerging markets with growing waste streams
Facility Development and Operations
Regional processing centre investment requirements typically range from £20-100 million for comprehensive facilities capable of handling diverse waste streams. The REACT UK project's £6.5 million funding provides insight into development costs for specialised operations.
Public-private partnership structures offer risk sharing and capital efficiency for infrastructure development. Furthermore, the mining industry evolution demonstrates government funding mechanisms like the UK's DRIVE35 initiative provide policy support for strategic investments.
Infrastructure considerations include:
- Location strategy: Proximity to waste sources and end markets
- Technology integration: Multiple processing pathways within single facilities
- Expansion capability: Modular designs enabling capacity growth
- Environmental compliance: Advanced emission control and waste management systems
Integrated Supply Chain Solutions
Vertical integration opportunities extend from collection through processing to finished product delivery. The REACT UK consortium model demonstrates how upstream recycling, advanced materials processing and downstream manufacturing within a single collaborative framework can accelerate technology development while laying the foundation for industrial scale-up.
Strategic partnerships between miners and recyclers create complementary capabilities. Mkango Resources exemplifies this approach, combining the REACT UK recycling project with the advanced stage Songwe Hill rare earths mining project, in Malawi, and the proposed Puławy rare earths separation plant, in Poland.
Integration strategies include:
- Collection networks: Comprehensive waste stream aggregation across multiple sources
- Processing flexibility: Capability to handle both recycled and virgin materials
- Product development: Customised alloy compositions for specific applications
- Market development: Direct relationships with end-use manufacturers
Building Resilient Rare Earth Supply Chains Through Strategic Recycling
The transformation of waste streams into strategic resources requires coordinated action across technology development, infrastructure investment, and policy frameworks. The REACT UK project demonstrates how collaborative approaches can address multiple challenges simultaneously.
Policy Recommendations for Accelerated Adoption
Government incentive mechanisms play crucial roles in establishing commercial viability for recycling operations. The UK's £4 billion automotive R&D and capital funding initiative, which includes DRIVE35, exemplifies strategic policy support for critical technology development.
International cooperation frameworks enable technology sharing and capacity building across multiple countries. Research and development funding priorities should emphasise practical applications with near-term commercial potential.
Policy priorities include:
- Funding mechanisms: Direct grants and loan guarantees for infrastructure development
- Regulatory frameworks: Standards and requirements supporting recycled material adoption
- Trade facilitation: International agreements reducing barriers to recycled material commerce
- Research support: University-industry partnerships addressing technical and economic challenges
Industry Collaboration Requirements
Cross-sector partnerships optimise waste stream utilisation while sharing development costs and risks. The REACT UK consortium brings together metals recycling (EMR Group), automotive manufacturing (Jaguar Land Rover), specialty alloys (Less Common Metals), and research capabilities (University of Birmingham) under coordinated project management.
Additionally, the battery recycling breakthrough demonstrates collaborative approaches. Nick Mann, HyProMag Managing Director, notes that the strong consortium and the developments through the project provide a step-change to the UK's existing rare earth supply chain. This collaborative approach enables maximising efficiency and sustainability, while minimising cost across different recycling methods.
Collaboration frameworks include:
- Technology sharing: Joint development programmes reducing individual company risks
- Standards development: Industry-wide specifications for recycled material quality
- Infrastructure coordination: Regional capacity planning avoiding duplication while ensuring coverage
- Market development: Coordinated demand creation for recycled materials across multiple applications
Standardisation efforts for recycled material quality require coordination between producers and consumers. Investment coordination for regional capacity building prevents oversupply while ensuring adequate infrastructure development.
Moreover, comprehensive circular economy initiatives and research from leading institutions continue to highlight the strategic importance of rare earth recycling for sustainable technology development.
The transition toward circular rare earth supply chains represents both strategic necessity and economic opportunity. Success requires sustained commitment to technology development, infrastructure investment, and collaborative partnerships that span traditional industry boundaries.
Disclaimer: This article contains forward-looking projections and estimates regarding recycling technologies, market developments, and economic benefits. These projections are based on available information and industry analysis but cannot guarantee future outcomes. Investment decisions should consider multiple factors and professional advice. Market conditions, technological developments, and regulatory changes may significantly impact the commercial viability and timeline of recycling projects discussed.
Are You Positioned to Capitalise on Critical Minerals Supply Chain Disruptions?
Discovery Alert's proprietary Discovery IQ model delivers real-time alerts on significant ASX mineral discoveries, empowering subscribers to identify actionable opportunities in critical materials markets ahead of broader market recognition. With supply chain vulnerabilities creating unprecedented opportunities for strategic materials like rare earth elements, securing early intelligence on new discoveries becomes essential for positioning yourself advantageously in these transformative market shifts.

